
bv伟德官网官方网站洞察
“ 具有扭折蠕虫状共晶微观结构的共晶多主元合金在多个领域具有潜力的应用前景,例如航空航天领域对材料的轻量化和高强度有极高的要求。扭折蠕虫状共晶微观结构的共晶多主元合金具有卓越的强度和延展性协同性能,能够显著提升材料的力学性能。这种合金可以用于制造轻量化且高强度的航空结构件,有助于提高燃油效率和降低运营成本。”

共晶多主元合金的特点在于其成分包含多种主要元素,这为探索具有更优力学性能的合金提供了广阔的成分空间,就如同其他中熵合金或高熵合金一样;其共晶微观结构通常是由软的面心立方(FCC)相和硬的体心立方(BCC)相组成的混合物,呈笔直棒状或层片状形态,有助于实现高强度与高延展性之间的协同效应。然而,这种传统的形态限制了其力学性能的进一步提升,由此产生的问题是,笔直的形态能否发生扭折,从而开辟一个实现更好力学性能的新结构。
目前,性能优异且研究广泛的共晶多主元合金以AlCoCrFeNi₂.₁、Al₁₉Co₂₀Fe₂₀Ni₄₁、Ni₄₀Co₂₀Fe₁₀Cr₁₀Al₁₈W₂以及Al₁₈Co₃₀Cr₁₁Fe₁₁Ni₃₀合金体系为代表。共晶多主元合金不仅具有颇具竞争力的室温/高温力学性能,还具备与共晶合金类似的高熔体流动性和可铸造性以及增材制造适用性。这些性能与成型性的结合,使得共晶多主元合金成为很有前景的用于结构应用的高性能材料。
1946伟德手机版试玩 【成果速览】
在此,中物院材料所(第一通讯单位)李晋锋团队与香港城市大学吕坚院士课题组成功制备出(AlCrFe₂)₆₅Ni₃₅共晶多主元合金,其具有一种前所未见的扭折蠕虫状共晶微观结构,此结构使其强度与延展性协同性能显著提升,其性能超过了粗晶态的同类合金以及具有笔直形态的典型共晶多主元合金,这表明蠕虫状共晶微观结构具有明显的强化作用。
相场模拟揭示了这种微观结构的形成原因,由于两个共晶相的弹性模量相似,导致缺乏晶体学锁定作用。这些发现不仅扩充了可能存在的共晶微观结构家族,还为增强共晶多主元合金性能提供了一个开创性的范例,为其在高性能结构材料领域的应用铺平了道路。
相关成果以「Vermicular Eutectic Multi-Principal Element Alloy with Exceptional Strength and Ductility」为题刊登在Advanced Science上。
1946伟德手机版试玩 【数据概况】
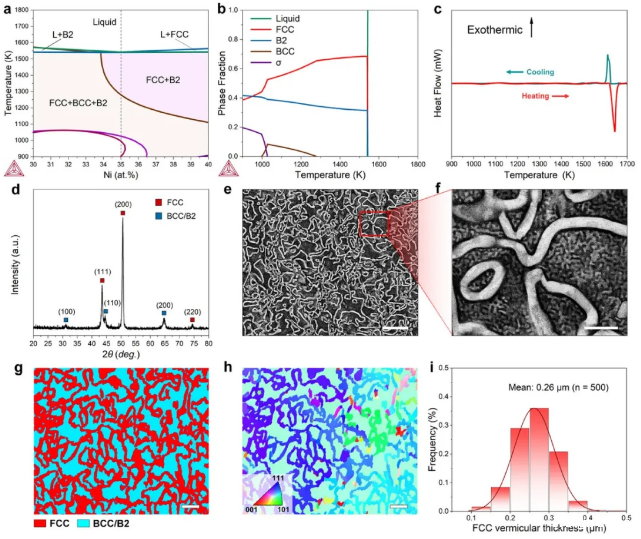 图1. 新型EMPEA的相图计算、相分析和微观结构表征。
图1. 新型EMPEA的相图计算、相分析和微观结构表征。
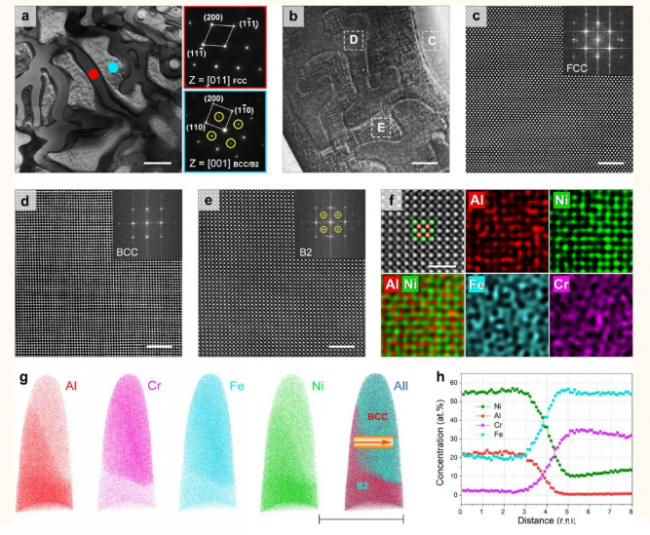
图2. 蠕虫状EMPEA微结构和元素分布的多尺度分析。
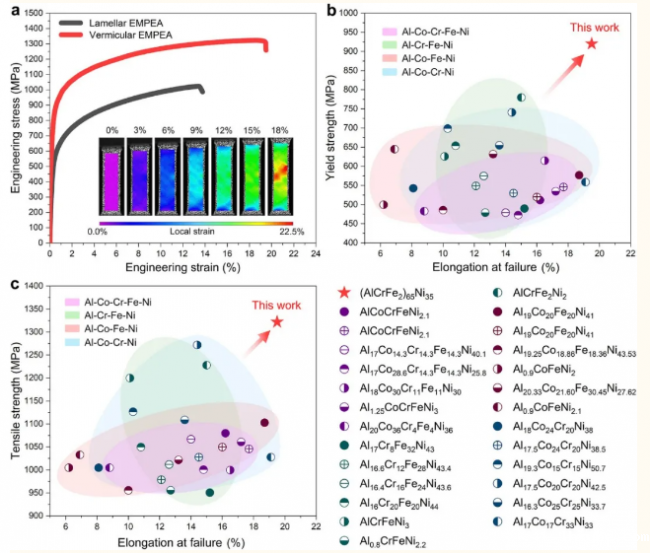
图3. 蠕虫状和层状EMPEA的室温拉伸力学性能分析。
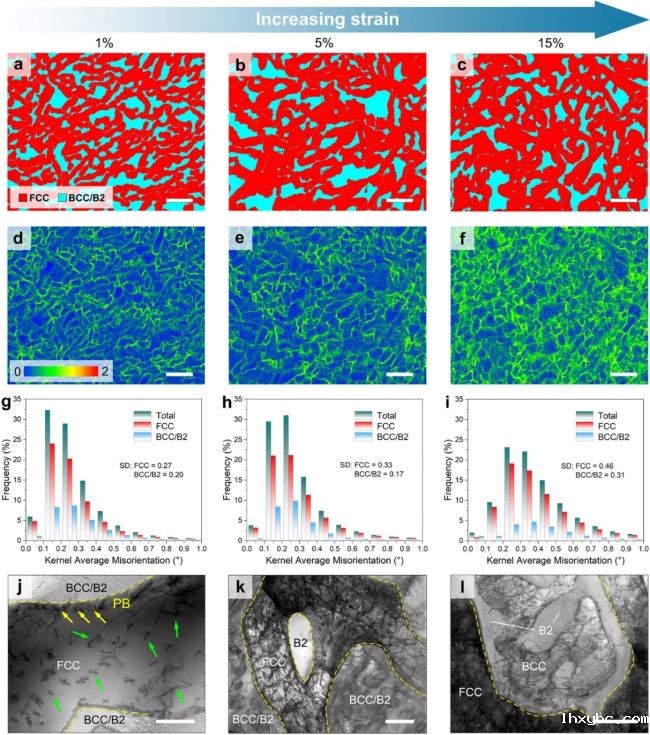
图4. 中、微尺度变形结构。

图5. 蠕虫状和层状EMPEA的模拟结果。
1946伟德手机版试玩 【结论展望】
综上所述,研究人员成功开发出了(AlCrFe₂)₆₅Ni₃₅共晶多主元合金,其具有独特的蠕虫状FCC相,嵌入在BCC+B2基体中。这种创新且独特的微观结构赋予了(AlCrFe₂)₆₅Ni₃₅共晶多主元合金优于大多数其他具有典型笔直棒状或层片状微观结构的共晶多主元合金的力学性能。
相场模拟解释了蠕虫状微观结构的形成原因,结果表明,关键原因在于由于FCC相和B2相的弹性模量相似,导致相界各向异性较弱,从而缺乏晶体学锁定作用。
作者认为本项工作不仅拓展了共晶微观结构的可能性边界,还建立了一种全新范例,可用于增强共晶多主元合金性能,使其在未来作为高性能材料的应用中具有强大的潜力。对于未来的研究工作,将在其他共晶合金中实现这种蠕虫状微观结构,以提升力学性能,满足实际应用需求。研究人员还将加深对元素(例如,添加其他合金元素)和制备方法(例如,增材制造)在微观结构和力学性能方面所起作用的理解,从而推动这一合金体系的蓬勃发展。
原文链接:
https://doi.org/10.1002/advs.202501150
来源
材料设计 l
Adv. Sci.丨港城大吕坚院士:蠕虫状共晶微观结构,强度-延展性协同效应显著提升!
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站
bv伟德官网官方网站洞察
“ 结合直写墨水书写式3D打印技术和冷冻铸造法的“冷冻3D打印”技术,实现了多层级多孔结构的精准构筑,具有较高的技术壁垒和市场竞争力,随着技术的成熟和推广,多层级多孔陶瓷有望在更多领域得到应用,如高性能过滤材料、骨组织工程支架、催化剂载体等,推动相关产业的发展。”

3月19日,《极端制造》(International Journal of Extreme Manufacturing,IJEM)在线刊发材料学院周华民、黄威教授研究成果“耐损伤多层级多孔陶瓷的冷冻3D打印”(Cryogenic 3D printing of damage tolerant hierarchical porous ceramics)。华中科技大学材料学院、材料成形与模具技术全国重点实验室为第一完成单位及第一通讯单位,周华民、黄威和北京理工大学王涛教授为论文共同通讯作者,该团队成员博士生朱征以及北京理工大学高丹丹为共同第一作者,材料学院吴斌、孙明翰老师等对该工作的数据分析提供了大力支持。
多孔陶瓷具有低密度、高比表面积、耐高温和耐腐蚀等优点,已在轻质结构、催化剂载体、过滤和骨组织工程等多个领域得到广泛的应用。目前常用的制备多孔陶瓷的方法有部分烧结、复制模板、冷冻铸造和直接发泡法等,但由于陶瓷固有的脆性导致难以制备复杂形状和结构的多孔陶瓷,且孔隙结构单一,力学性能受限,抗冲击性能较差。自然界中,乌贼骨、硅藻、竹子等生物矿化组织通过多层级多孔结构(纳米-微米-宏观)实现了轻量化与高韧性的平衡,例如乌贼骨的分层孔隙可通过逐级塌缩高效吸收冲击能量。受此启发,将多层级多孔结构赋予多孔陶瓷中以制造多尺度结构,或为克服陶瓷固有的脆性提供了一种新的策略并拓展其应用可能性。然而,如何在陶瓷中引入多层级多孔结构,仍然是陶瓷加工领域的重大挑战之一。因此,开发一种能够融合多层级多孔设计与复杂几何成型的制造技术,成为突破陶瓷材料性能瓶颈的关键。
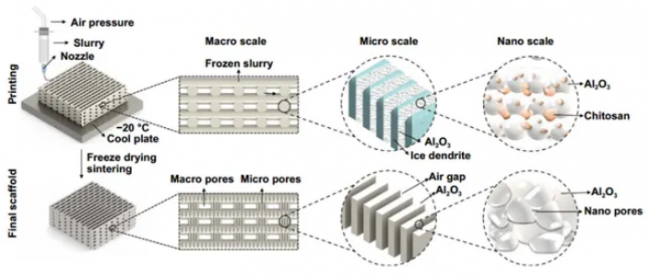
本研究采用了一种将直写墨水书写式3D打印技术与冷冻铸造法结合的方式,称之为“冷冻3D打印”。这项技术是通过结合冷冻铸造的孔隙生成机制与3D打印的高自由度,实现了多层级多孔结构的精准构筑。该技术制备多层级多孔陶瓷包括浆料配制、低温挤出成型、冷冻干燥与高温烧结。首先,以氧化铝纳米颗粒与壳聚糖为原料制备打印浆料,通过低温(-20℃)打印平台逐层挤出浆料,浆料的路径可控制样品形成宏观孔隙,并利用冰晶定向生长形成微米级层状孔隙;随后,冷冻干燥去除冰晶并保留微米孔隙;最后,高温烧结去除有机物并同步形成纳米孔隙。通过光学显微镜、扫描电子显微镜(SEM)和计算机断层扫描(μCT)等多种表征手段揭示了这种多层级多孔的结构。此外,本研究还验证了该技术对胶原蛋白、碳化硅、二氧化硅、钛合金等等多种材料的普适性,为多功能多孔材料的开发奠定了基础。
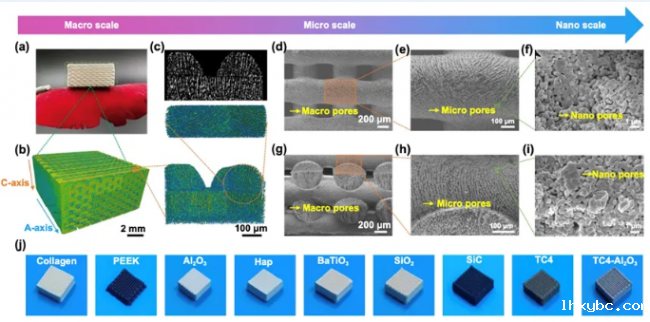
本研究制备的多层级多孔陶瓷表现出优越的力学性能,在准静态压缩下,平台应变长达60%,比能量吸收达10.011 kJ/kg,优于多数金属与复合材料;动态冲击测试中,抗压强度达8.854 MPa,且在2000 s⁻¹高应变率下仍保持稳定能量吸收。通过本课题制备的样品和其他的之前已报道的多孔陶瓷对比,本研究中多层级多孔陶瓷不仅没有出现单一孔尺寸陶瓷固有的应力脆性断裂,而且表现出远高于同孔隙率下其他陶瓷样品的机械强度和独一无二的高比能量吸收。本研究进一步结合SEM、原位μCT、高速摄像与有限元模拟,揭示了多层级多孔陶瓷在准静态压缩与高速冲击下的破坏机制:宏观孔隙通过逐层塌缩延长平台应变,微米孔隙通过壁面断裂耗能,纳米孔隙则通过局部致密化提升能量吸收。该成果不仅为耐损伤轻质陶瓷的制造开辟了新方式,更为机械超材料、智能防护系统等领域的多尺度结构设计提供了新的途径。
全文链接:https://iopscience.iop.org/article/10.1088/2631-7990/adb9a8/meta
本文来自:华中科技大学
来源
材料科学与工程 l
华中科技大学:仿生多孔陶瓷领域取得重要进展!
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站
圆桌讨论直面加征关税、资本竞争与AI技术发展等议题,嘉宾们围绕2024年消费电子等应用前景交换观点,思考行业如何在机遇与挑战中找到新的增长空间。
1946伟德手机版试玩 工业级3D打印的规模化突围
复志科技总裁封华先生,以《3D打印技术的工业应用之路》为题,深度剖析了3D打印技术从实验室走向规模化工业生产的突破路径。他指出,尽管3D打印在医疗、航天等领域已有成熟应用,但工业级大规模应用仍面临材料韧性、精度、效率、成本和批量生产五大核心挑战。
通过宁德时代、德国伍尔特与匹克集团三大标杆案例,封华先生展示了复志科技如何以技术创新颠覆传统制造逻辑:在宁德时代项目中,3D打印将电芯模型件制作周期从15天压缩至8小时,成本降低60%,并累计生产15万件高精度电池极片平整片;与伍尔特合作打造的”数字化库存+本地化3D打印”模式,重构了MRO领域的供应链效率;而在匹克运动鞋制造中,通过工艺革新将生产流程从八步简化为三步,实现规模化品质交付。

演讲中,封华先生进一步梳理了3D打印技术四十年发展脉络,将其划分为技术原型期(1984-2000)、应用适配期(2000-2010)、技术驱动期(2010-2020)和需求-成本驱动期(2021-至今)。他强调,工业级应用的突破关键在于打破”成本-效率-品质”不可能三角,而复志科技通过”全生命周期保姆式服务”模式,整合增材/减材制造技术,在设备精度、工艺优化与材料适配性上持续攻坚,最终实现年打印10万件、33.6吨材料消耗的规模化能力。
最后,他预言:随着SLS粉末烧结等新技术突破及”果链”验证效应,工业3D打印的奇点时刻已现萌芽,呼吁行业以持续创新为客户创造可量化的降本增效价值。
1946伟德手机版试玩 低成本设备的技术进阶
Polymaker首席执行官罗小帆博士,以《材料挤出式3D打印的技术跃迁与市场重构》为题,系统解构了该技术35年演进史与未来转折点。他将行业划分为四大阶段:快速成型期、个人3D打印浪潮期、工业增材制造探索期,以及疫情后开启的”底层逆袭期”——以拓竹Bambu Lab为代表的低成本设备异军突起,2023年全球400万台入门级设备出货量碾压专业级(仅数万台),形成”金字塔底部颠覆”格局。

罗博士犀利指出,市场剧变背后是材料与工艺创新的双重革命:一方面,通过突破”无定型高分子”技术桎梏,Polymaker等行业先锋实现了结晶性工程塑料、纤维增强材料的低成本稳定打印;另一方面,BAAM大尺寸打印技术、Helio Additive热力学工艺控制系统等创新,推动制造范式从”几何切片”向”热力控制”跃升,使入门级设备兼具工业级性能。
他特别强调,当前30%增速的低成本设备并非”消费降级”,而是新材料体系与智能化工艺共同催生的”高性能平民化”现象。面对2025年行业转折年,他预言:材料挤出技术将通过”成本-性能-能耗”新三角平衡,开启从原型工具向分布式制造基础设施的质变,并邀请产业链协同攻克纤维增强材料规模化、热力工艺标准化等关键瓶颈。
1946伟德手机版试玩 光固化的大尺寸攻坚
中瑞科技总经理周洪波先生聚焦光固化3D打印产业化实践,展现全球装机量超5000台的行业领军实力。针对工业级应用痛点,中瑞科技突破三米级大幅面打印技术,通过多激光动态聚焦与U型双轴同步控制,实现卡车保险杠等超大型部件制造;独创双工作台交叉打印系统,破解夜间停机难题,达成24小时连续生产。应用层面,其技术深度渗透四大领域:服务80%国内车企(比亚迪、蔚来等)完成车灯/保险杠手板验证;革新鞋模制造,以无粉尘3D打印替代传统代木切削工艺,细节精度提升50%;支撑医疗隐形正畸产业链,年量产百万级透明牙套;推动家电巨头(海尔、格力)研发周期缩短。

周总直言行业隐忧:中国光固化90%停留于原型制造,而美国30%设备已用于军工铸造(如波音发动机空心铸件),根源在于铸造专用材料与工艺衔接断层。他认为“材料性能决定技术天花板”,呼吁产业链协同攻坚耐高温、高强树脂体系,并探索光固化与金属/陶瓷的复合工艺,以撬动航天砂芯、医疗植入物等百亿级新场景。
1946伟德手机版试玩 跨国协作的共生实践
Materialise董事会主席弗莱德先生,以《3D打印的阴阳哲学》为题,借中国蛇年智慧阐述行业发展的动态平衡之道。他提出四组”阴阳之力”:创新与稳定需共生——Materialise深耕中国20年,既保持软件技术持续迭代,又通过医疗领域深度协作建立信任根基;成本与价值应互哺,警示行业警惕”唯低价竞争”陷阱,以鞋模数字化革新为例,强调3D打印通过简化工艺链实现社会效益倍增;治理与创业精神须共振,肯定中国在能源转型、医疗创新的治理智慧,同时痛陈软件盗版对正版生态的破坏,呼吁建立”尊重知识产权”的协作底线。
弗莱德先生特别指出,中国已从5年前仅11%企业认可3D打印量产能力,跃升为全球产业领导者,这正源于”阴阳调和”的东方哲学——Materialise与OPPO合作的柔性电子打印项目,正是跨国技术嫁接本土创新力的典范。他预言,当行业学会在变革与坚守、商业与伦理间找到平衡点,3D打印将真正释放”科技向善”的蛇年能量。

1946伟德手机版试玩 圆桌激荡|3D打印的生存法则与未来共识
本次TCT高端论坛圆桌会议,由bv伟德官网官方网站创始人王晓燕(Kitty Wang)女士担任主持人。这位深耕增材制造领域十余年的行业观察者,以独到视角串联起横跨设备、材料、应用的全产业链智慧。

面对美国高达48.1%的3D打印设备关税壁垒、资本无序扩张引发的低价竞争、以及AI技术炒作与基础研究脱节的三重挑战,四位行业领军者碰撞出破局共识:
技术锚点:复志科技总裁封华先生以宁德时代十万次规模化打印实践,验证技术溢价对关税冲击的消解能力;Polymaker罗小帆博士则犀利指出,材料革命需恪守热力学本质,警惕AI概念泡沫。
生存哲学:中瑞科技总经理周洪波先生以非融资企业视角,揭示现金流为生命线的硬核法则,将研发投入锁死在安全阈值;Materialise董事会主席弗莱德先生则通过跨国医疗协作案例,展现合规体系与商业韧性的共生逻辑。
爆发前夜:2024年被共同锚定为行业奇点时刻——消费电子领域折叠屏铰链与手机金属中框的工艺验证,或催生首个千亿级单一场景;而光固化技术若想突破铸造应用天花板,材料性能仍是终极战场。
ESG挑战:研究表明,3D打印在特定应用中可能有助于降低碳排放,但在全球范围内,其减排潜力仍存在不确定性。同时,地缘政治因素对ESG政策的影响加剧,企业在推进可持续发展时需在环保承诺与商业可行性之间寻找平衡。

当48.1%关税与资本市场波动交织,中国3D打印行业的突围关键在于构建稳定发展策略:以技术创新应对外部挑战,以稳健的现金流管理提升抗风险能力,并在3C电子与医疗等应用领域推动规模化落地。这场对话预言了一个残酷而清晰的未来——唯有将生存韧性刻入基因的企业,才能等来真正的产业春天。
知之既深,行之则远。基于全球范围内精湛的制造业专家智囊网络,bv伟德官网官方网站为业界提供全球视角的增材与智能制造深度观察。有关增材制造领域的更多分析,请关注bv伟德官网官方网站发布的白皮书系列。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站 l 链接到bv伟德官网官方网站网站原文
bv伟德官网官方网站洞察
“添加合金元素可以实现共晶铝合金的增材制造,原因包括可以提供异质形核点以细化晶粒,降低熔化温度以改善合金流动性,形成稳定相以提高热稳定性,改变应力分布以降低裂纹敏感性,促进相的析出以优化微观结构等等。”

第一作者:文涛
通讯作者:杨海林 汪建英
通讯单位:中南大学粉末冶金研究院
DOI: 10.1016/j.jmst.2024.04.009
1946伟德手机版试玩 01 全文速览
针对激光粉末床熔融成形铝合金存在热裂纹、力学性能不佳等共性问题,开发出一种新型无裂纹、高强Al-Mg2Si系共晶合金。通过精准调控Mg2Si含量实现裂纹抑制和强度提升。其中Al-9Mg2Si合金实现强度和延伸率良好协同,其屈服强度为397 MPa,极限抗拉强度为482 MPa延伸率为7.3%。本研究为增材制造高强铝合金裂纹抑制提供一种创新策略。
1946伟德手机版试玩 02 背景介绍
铝合金因其高比强度和轻量化特性,在LPBF应用领域引起了广泛的关注。共晶Al-Si系合金作为少数可打印的传统铝合金之一,极限抗拉强度一般不超过500 MPa,无法满足航空航天高性能铝合金的战略需求。此外,专门针对LPBF工艺设计了Sc/Zr改性Al-Mg和Al-Mn合金,它们具有优异的综合拉伸性能,极限抗拉强度高于500 MPa,伸长率超过10%。然而,稀土元素的高成本限制其实现大规模的工业应用。近些年来许多研究集中在传统商业锻造高强铝合金,如2xxx(Al-Cu)、6xxx(Al-Mg-Si)和7xxx(Al-Zn-Mg-Cu)等。但是这些合金由于凝固范围大和形成粗大的定向柱状晶粒等特性在打印过程中出现严重的热裂问题。因此,开发一种低成本、易成形的高强铝合金至关重要。
1946伟德手机版试玩 03 本文亮点
(1) 开发了一种低成本、无裂纹、高致密的高强Al-Mg2Si共晶合金,解决传统高强铝合金易开裂和力学性能不佳等问题。
(2) 提出裂纹敏感性降低、共晶Mg2Si优异的液体填充以及晶粒和共晶胞状组织细化效应三重协同抗裂机制。
(3) 实现由微米级α-Al晶粒、亚微米共晶Al/Mg2Si胞状组织和过饱和固溶体的多尺度微结构协同增强的高强共晶Al-Mg2Si合金。
1946伟德手机版试玩 04 图文解析
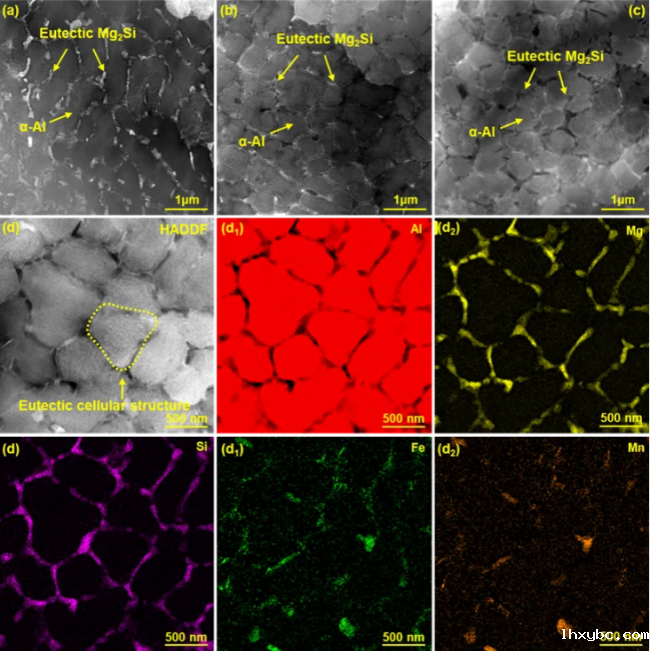
通过调控Mg2Si含量可显著影响LPBF成形Al-Mg2Si合金的微观组织演变。微观组织呈现典型的高强铝合金LPBF成形特征:试样内部存在明显热裂纹,晶粒形貌以粗大柱状晶为主,这与传统2xxx、6xxx及7xxx系铝合金的成形特性一致。此时Mg2Si以弥散颗粒形式均匀分布于α-Al基体中。随着Mg2Si含量的增加,热裂纹缺陷得到有效抑制,晶粒形貌由单一粗大柱状晶逐步转变为细小的柱状晶与等轴晶混合结构。进一步分析发现,共晶Mg2Si相分布方式呈现梯度演变特征:在Al-6Mg2Si合金中,由离散Mg2Si颗粒转变为柱状共晶Al/Mg2Si胞状组织,平均尺寸为0.91 μm;Al-9Mg2Si和Al-12Mg2Si合金中则进一步转变成等轴共晶Al/Mg2Si胞状组织,平均尺寸分布降至0.62 μm和0.53 μm。此外共晶Mg2Si与α-Al基体有良好的共格关系,有助于强度的提高,如图1-4所示。
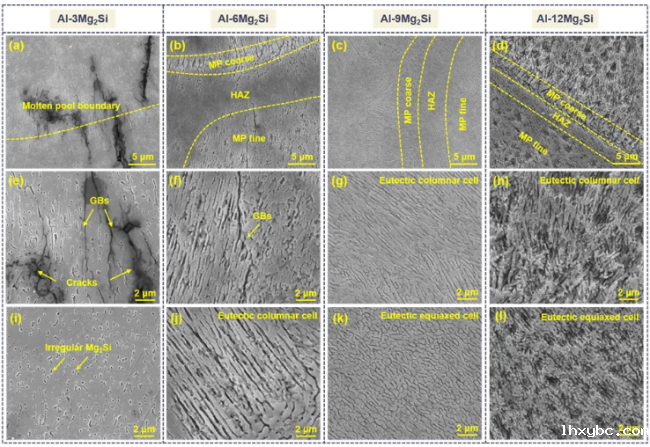 图1 Al-Mg2Si合金的典型熔池微观组织结构: (a、e、i) Al-3Mg2Si,(b、f、j)Al-6Mg2Si,(c、g、k) Al-9Mg2Si,(d、h、l) L-PBFed Al-12Mg2Si合金
图1 Al-Mg2Si合金的典型熔池微观组织结构: (a、e、i) Al-3Mg2Si,(b、f、j)Al-6Mg2Si,(c、g、k) Al-9Mg2Si,(d、h、l) L-PBFed Al-12Mg2Si合金
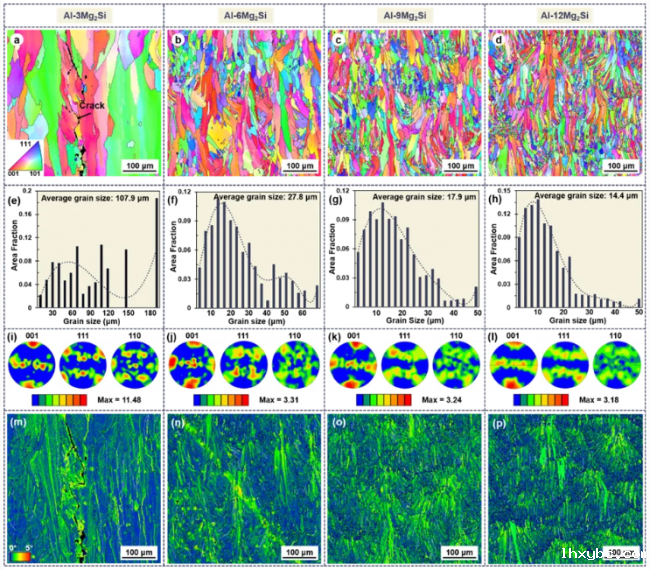 图2 EBSD图像显示沿构建方向的反极图(IPF)、晶粒尺寸分布、极图(PF)和平均取向偏差 (KAM)图:(a、e、i、m) Al-3Mg2Si,(b、f、j、n) Al-6Mg2Si,(c、g、k、o) Al-9Mg2Si,(d、h、l、p) Al-12Mg2Si合金
图2 EBSD图像显示沿构建方向的反极图(IPF)、晶粒尺寸分布、极图(PF)和平均取向偏差 (KAM)图:(a、e、i、m) Al-3Mg2Si,(b、f、j、n) Al-6Mg2Si,(c、g、k、o) Al-9Mg2Si,(d、h、l、p) Al-12Mg2Si合金
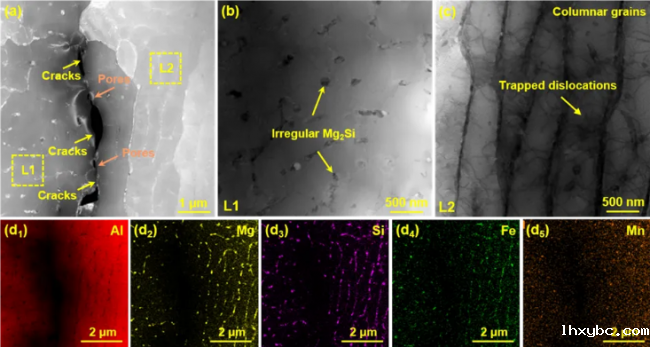 图3 Al-3Mg2Si合金的TEM和EDS图
图3 Al-3Mg2Si合金的TEM和EDS图
1946伟德官网 图3 特征共晶胞状组织结构:(a) Al-6Mg2Si,(b) Al-9Mg2Si,(c) Al-12Mg2Si合金,以及(d,d1-b5) Al-9Mg2Si合金的EDS图
 图4 α-Al/Mg2Si和α-Al/α-AlFeMnSi界面关系
图4 α-Al/Mg2Si和α-Al/α-AlFeMnSi界面关系
LPBF成形Al-Mg2Si合金的裂纹抑制机制主要源于以下几个方面,如图6-8所示:
(1)凝固特性优化降低裂纹敏感性:基于Scheil-Gulliver和Kou模型可知,随着Mg2Si的增加,凝固区间和裂纹敏感因子(CSI)显著降低,这种凝固行为的优化有效降低合金开裂倾向降低,说明调控Mg2Si含量有利于Al-Mg2Si合金的成形性提升。
(2)晶粒细化抑制裂纹:Mg2Si含量增加促进了晶粒由粗大柱状晶向细小柱状晶和等轴晶的混合结果转变。与柱状晶粒相比,等轴晶粒更容易容纳热应力,并提供更曲折的裂纹路径,从而防止相邻晶粒间的裂纹产生,抑制裂纹扩展。同时,在形成的共晶Al/Mg2Si胞状组织具有很强的适应热应力和提高抗裂性的能力。
(3)共晶填充抑制裂纹:Al-Mg2Si合金体系具有较低的动态粘度特性,这种特性显著增强了熔体在凝固过程中的流动性。此外共晶Mg2Si优异的填充能力有利于补充晶界和清除相邻晶粒间不稳定的液膜,从而消除凝固过程中收缩引起的晶间裂纹。
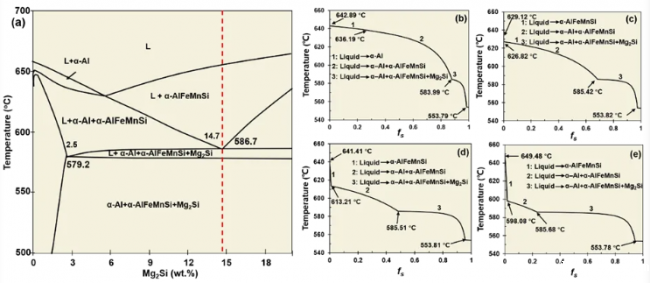 图5 (a) Al-Mg2Si合金的平衡相图,(b) Al-3Mg2Si,(c) Al-6Mg2Si,(d) Al-9Mg2Si,(e) Al-12Mg2Si合金的凝固路径
图5 (a) Al-Mg2Si合金的平衡相图,(b) Al-3Mg2Si,(c) Al-6Mg2Si,(d) Al-9Mg2Si,(e) Al-12Mg2Si合金的凝固路径
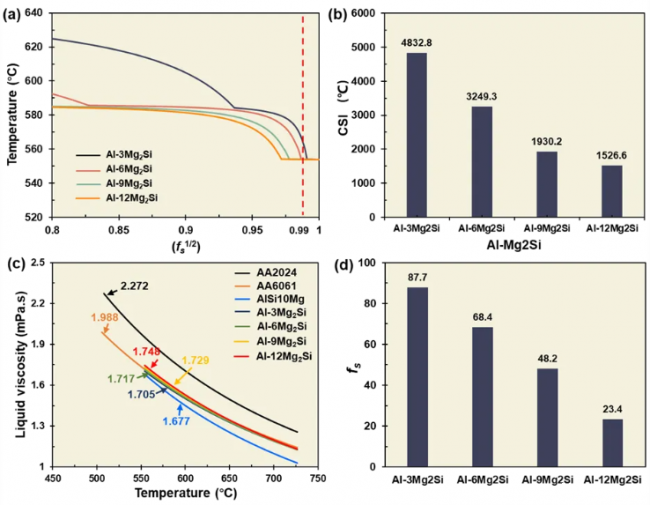 图6 Al-Mg2Si合金的(a) T-fs1/2曲线和(b) CSI值,(c) 使用Scheil-Gulliver模型计算的AA2204、AA6061、AlSi10Mg和Al-Mg2Si合金的液体粘度曲线,(d) Mg2Si共晶开始形成时的fs值
图6 Al-Mg2Si合金的(a) T-fs1/2曲线和(b) CSI值,(c) 使用Scheil-Gulliver模型计算的AA2204、AA6061、AlSi10Mg和Al-Mg2Si合金的液体粘度曲线,(d) Mg2Si共晶开始形成时的fs值
 图7 裂纹产生和抑制机制示意图:(a-d)共晶填充,(e-h)晶粒细化
图7 裂纹产生和抑制机制示意图:(a-d)共晶填充,(e-h)晶粒细化
Al-Mg2Si合金的拉伸应力-应变曲线如图8(a)所示,具有裂纹的Al-3Mg2Si合金几乎没有承载能力,其极限抗拉强度仅为45 MPa,延伸率为0.4%。随着Mg2Si含量的增加,其力学性能得到显著提高。Al-6Mg2Si合金的屈服强度和极限抗拉强度分别提高到363 MPa 和436 MPa,延伸率提高到9.3%。Al-9Mg2Si合金力学性能进一步增加,其屈服强度、极限抗拉强度和延伸率分别为397 MPa、482 MPa和7.3 %。Al-12Mg2Si合金的延伸率降低至5.4%,极限抗拉强度却高达523 MPa。与其他增材制造铝合金相比,如LPBF成形和经过T6处理后的Al-Si-(Mg)合金、Al-Mg-Sc-Zr合金、2xxx + Ti/Zr合金和7xxx + Si/Zr/TiB2合金,Al-Mg2Si合金表现出了具有竞争力的力学性能,如图8(b)所示。可以看出Al-Mg2Si合金展现出远超Al-Si-(Mg)合金的力学性能。同时也展现出与Al-Mg-Sc-Zr合金、2xxx + Ti/Zr合金和7xxx + Si/Zr/TiB2合金相当或者更高的力学性能。进一步对合金的强化机制进行分析,共晶Al/Mg2Si胞状组织结构和位错的相互作用是强度提高的主要原因,其次细化的α-Al晶粒和固溶的Mg、Si元素也是强度提高的原因之一。
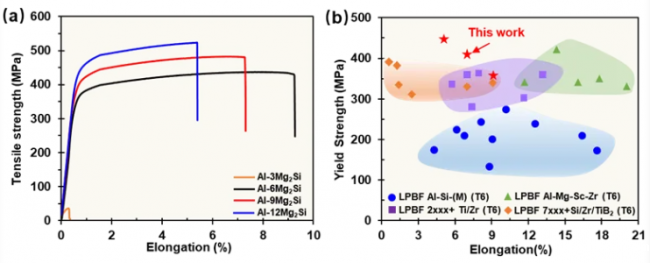 图8 (a) LPBF成形Al-Mg2Si合金的拉伸应力-应变曲线,(b) LPBF成形Al-Mg2Si合金与其他LPBF成形合金的力学性能比较
图8 (a) LPBF成形Al-Mg2Si合金的拉伸应力-应变曲线,(b) LPBF成形Al-Mg2Si合金与其他LPBF成形合金的力学性能比较
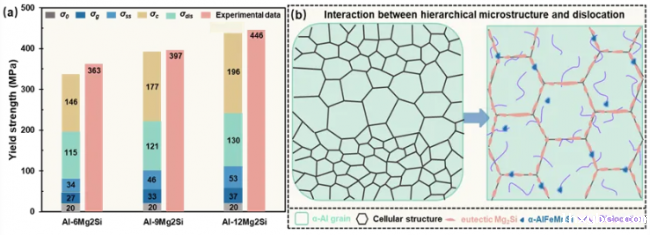 图9 (a) LPBF成形Al-Mg2Si合金屈服强度的计算值与实验测量值的比较,(b) 微观结构特征的示意图
图9 (a) LPBF成形Al-Mg2Si合金屈服强度的计算值与实验测量值的比较,(b) 微观结构特征的示意图
1946伟德手机版试玩 05 总结与展望
本文主要针对增材制造传统高强铝合金热裂纹、力学性能不佳等共性问题,开发一种适用于LPBF成形低成本、无裂纹、高致密的高强Al-Mg2Si共晶合金。这项工作为高强铝合金的成分和强韧化设计提供理论指导,此外这种共晶合金设计策略实现合金形性协同的方法具有工业化应用潜力。
1946伟德手机版试玩 06 作者介绍

杨海林,中南大学粉末冶金国家重点实验室教授,博士生导师。曾任布鲁内尔大学(Brunel University London)Research fellow(研究员)。主持国家自然科学基金,国家重点研发计划子课题等项目,发表SCI论文100余篇,其中第一/通讯作者90余篇,主要包括Acta Materialia, Composites Part B, Virtual and Physical Prototyping, Scripta Materilia, Journal of Materials Science and Technology等;授权专利10余件。担任国际著名学术期刊Acta Materialia, Composites Part B, Virtual and Physical Prototyping, Scripta Materilia, Corrosion Science等期刊的长期审稿人,同时兼任中国有色金属学会会员、中国生物材料学会会员;获2018年度第十五届湖南医学科技三等奖;2020年江苏省科技镇长团省级优秀团员等荣誉称号;入选2022年扬州市“绿扬金凤计划”领军人才;扬州市新型电力装备产业产才对接专家成员。
 文涛,中南大学博士研究生,主要从事激光增材制造高强铝合金多组分优化研究,以第一作者在Journal of Materials Science and Technology,Virtual and Physical Prototyping,Materials Science and Engineering: A,Journal of Materials Research and Technology等期刊发表SCI论文9篇,授权国家发明专利2项。
文涛,中南大学博士研究生,主要从事激光增材制造高强铝合金多组分优化研究,以第一作者在Journal of Materials Science and Technology,Virtual and Physical Prototyping,Materials Science and Engineering: A,Journal of Materials Research and Technology等期刊发表SCI论文9篇,授权国家发明专利2项。
1946伟德手机版试玩 07 引用本文
Tao Wen, Zhicheng Li, Jianying Wang, Yimou Luo, Feipeng Yang, Zhilin Liu, Dong Qiu, Hailin Yang, Shouxun Ji, From crack-prone to crack-free: Eliminating cracks in additively manufacturing of high-strength Mg2Si-modified Al-Mg-Si alloys, J. Mater. Sci. Technol. 205 (2025) 276-291.
来源
材料科学和技术 l
中南大学杨海林教授课题组JMST:从易开裂到无裂纹:增材制造高强Mg2Si改性Al-Mg-Si合金裂纹抑制机制
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站
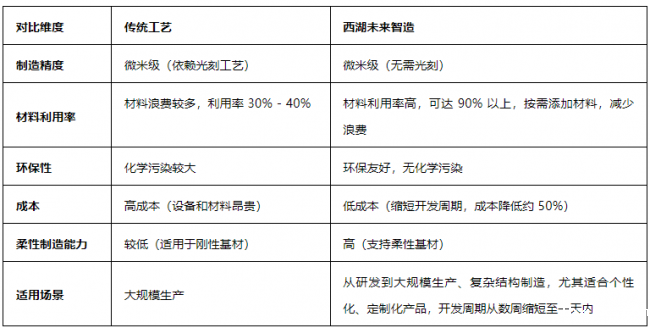
近年来,随着电子设备的小型化、精密化和功能多样化的发展,微米级增材制造技术在电子行业中扮演着越来越重要的角色。微纳直写打印技术(Micro/Nano Direct Writing Printing Technology)是一种基于增材制造的高精度加工技术,能够直接在基底上沉积材料,形成微米或纳米级的精细结构。与传统的光刻、蚀刻等减材制造工艺相比,微纳直写打印技术具有高精度、灵活性强、材料利用率高等特点,是近年来微纳制造领域的研究热点之一。
1946伟德手机版试玩 核心特点
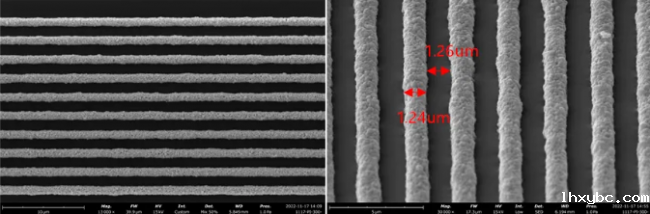
- 高精度:能够实现微米级甚至亚微米级的打印分辨率。通过先进的运动控制和材料沉积技术,利用西湖未来研发的高精度打印系统,配合闭环反馈控制系统,可将打印特征尺寸控制精度提升至 ±1 um。
- 灵活性:支持多种材料(导电材料、绝缘材料、生物材料等)和多种基底(刚性、柔性、透明基底等)。支持硅基、玻璃基等材质表面电路加工,亦可在硅胶、PET、PI等基材上打印柔性电路。
- 增材制造:材料利用率高,与传统减材制造工艺不同,微纳直写打印技术是按需添加材料,避免刻蚀技术带来的材料浪费。
- 无掩膜制造:无需传统光刻工艺中的掩膜或模板,降低制造成本。在小批量生产特殊电路时,采用数字化设计和直接打印,将产品开发周期从传统工艺的数周缩短至一天内,尤其适用于个性化、定制化的电子产品制造
- 多功能性:支持在同一台设备上实现电子、光学、生物等多种材料的一体化异质异构集成。
- 高效率:行业首创阵列化微纳直写打印,大大提升加工效率。采用多个打印喷头同时工作,配合优化的运动路径规划和实时监控系统,在制造微纳结构阵列时,可将加工速度提升至传统单喷头打印的 10 倍以上,实现高速、高精度的批量生产。
1946伟德手机版试玩 微纳直写打印技术的应用
西湖未来智造的微纳直写打印技术在多个领域展现了广阔的应用前景,特别是在电子器件、光学元件、生物医学等方面。
1.柔性电子
应用场景:柔性显示、柔性电路、可穿戴设备。
技术优势:
支持多种导电材料(如银、铜等)、多种介质材料(环氧树脂、光敏树脂、聚酰亚胺等)的混合打印,支持多层结构加工
能够在柔性基底(如有机薄膜、聚酰亚胺)上直接打印电路。
支持复杂图案的快速制造。
2. 先进封装
应用场景:RDL布线、TGV/TSV通孔互联、Bumping/Pillar等
技术优势:
支持多种导电材料(如银、铜等)快速制作微米级电路
支持通孔直径30 μm的过孔金属化
支持银、铜等材料制作高宽比5:1以上的pillar结构直接打印
支持solder bump结构直接打印
3.微电子制造
应用场景:高密度集成电路、传感器、无源器件(电感、电容、电阻、传输线、滤波器、天线等)。
技术优势:
可实现三维电磁结构(如同轴线)制备,高频性能更优。
实现高精度器件的直接打印,无需黄光工艺,尤其适用于产品研发验证阶段,降低制造成本。
实现特殊功能材料(如压电、磁性材料等)的异质集成。
4.传感器与微电子器件
应用场景:制造微传感器和其他微电子元件。
技术优势:
西湖未来智造技术能够在微米尺度下制造高精度的电子结构,适用于微型传感器、MEMS(微机电系统)等领域。
支持复杂结构的快速原型制造和小批量生产。
5.光学器件
应用场景:光波导、微透镜阵列、光栅。
技术优势:
能够制造高精度的光学结构,无需半导体工艺。
可实现微纳光学结构在产品上的直接集成,无需考虑对位问题
产品设计加工自由度高,可实现定制化生产。
材料灵活性强。
6.生物医学
应用场景:生物传感器、组织工程、生物微针、微流控系统。
技术优势:
支持生物材料的精准沉积,用于制造微型多功能生物器件。
在柔性和透明基底上打印复杂结构,适用于多种生物应用。
7.能源器件
应用场景:太阳能电池、电池电极、超级电容器等。
技术优势:
实现高效能量转换和存储器件的制造。
支持多种功能性材料的沉积。
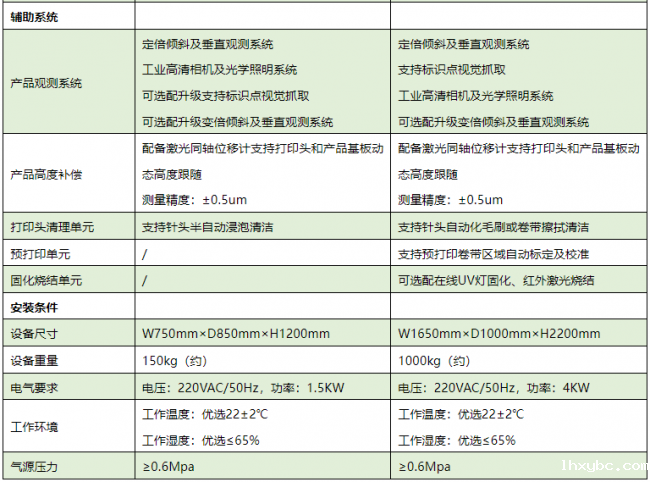
1946伟德手机版试玩 技术的优势对比
1946伟德手机版试玩 技术案例:
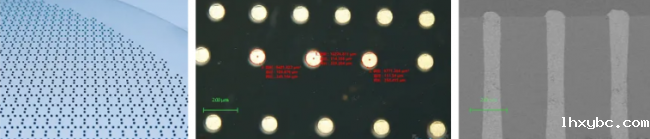
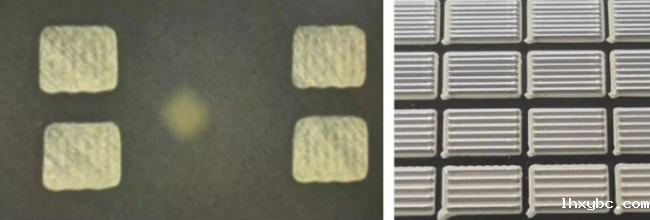
RDL布线:
PI介质表面精密RDL线路(线路中心距2.5μm,线路后处理条件:300℃ 1h 空气氛围烧结)
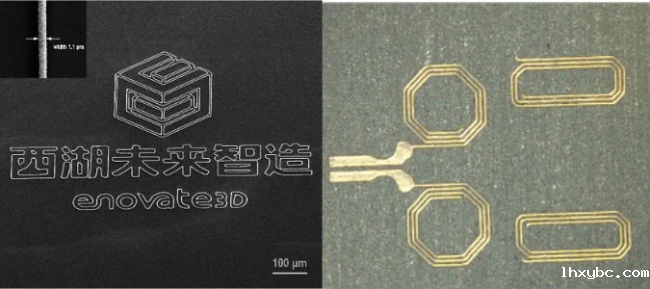 精密导电线路加工,最小特征尺寸可达1 μm
精密导电线路加工,最小特征尺寸可达1 μm
可兼容硅、玻璃、陶瓷、金属、PI、PET等基材表面加工
无源器件加工,有源无源集成
 可直接打印加工电容、电感、电阻器件等
可直接打印加工电容、电感、电阻器件等
通过精细互联线路打印,实现有源无源集成
微纳金属3D结构
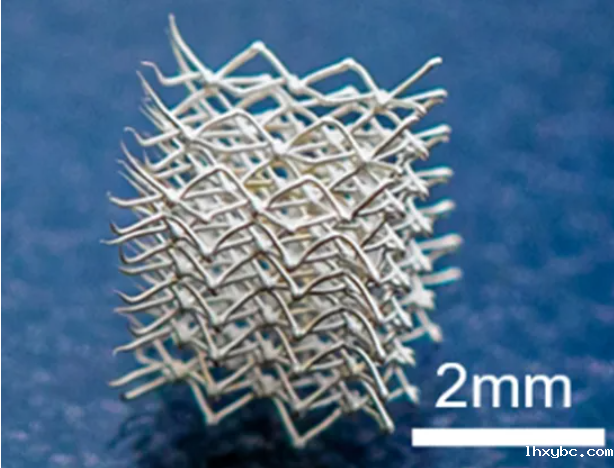 可以实现1-10 μm级特征线宽尺寸纯三维微纳金属结构打印加工
可以实现1-10 μm级特征线宽尺寸纯三维微纳金属结构打印加工
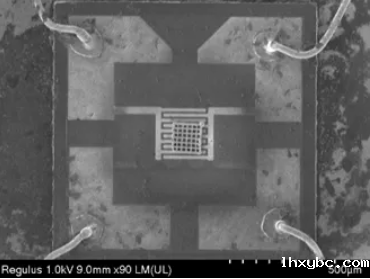
打印键合线
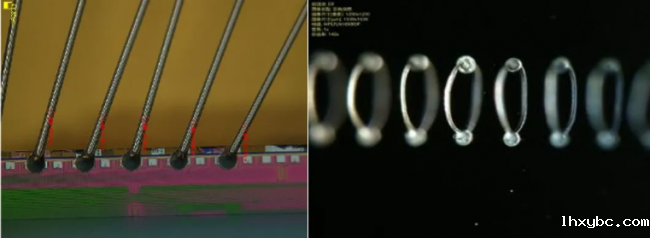 微纳直写打印Wire Bond线,线宽最小可达5 μm
微纳直写打印Wire Bond线,线宽最小可达5 μm
可实现无焊盘键合互联
打印悬空结构
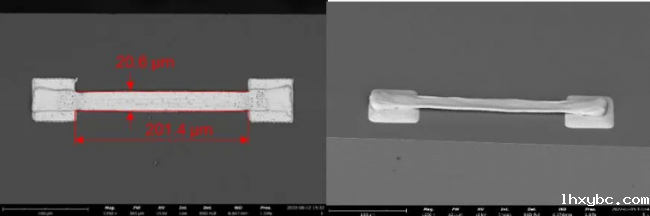 可打印MEMS悬臂导电结构,悬臂跨度>200 μm
可打印MEMS悬臂导电结构,悬臂跨度>200 μm
打印多层电路
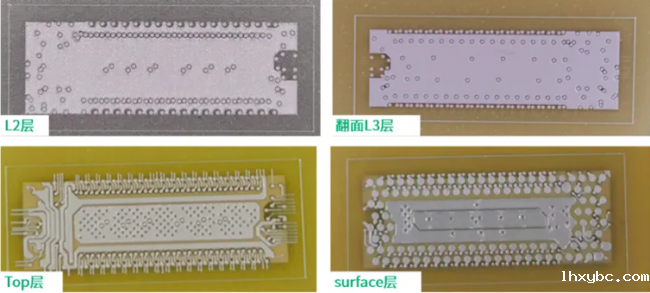 可加工多层电路板,加工层数>4层
可加工多层电路板,加工层数>4层
打印Pillar结构
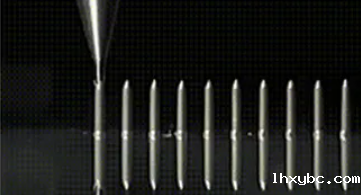 可实现高宽比≥5的Pillar结构打印
可实现高宽比≥5的Pillar结构打印
可应用于POP、AIP封装中的层间互联、金属屏蔽、金属探针等
高温打印bumping结构
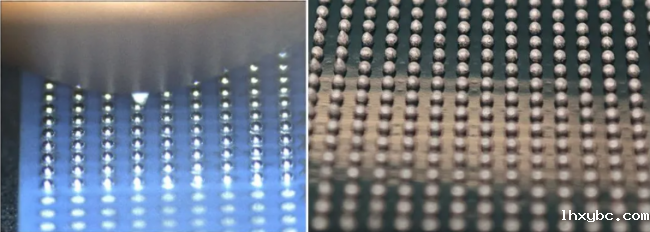 支持无助焊剂直接焊料熔融打印植球,支持In-Ag、Sn-Bi、Sn-Zn、Sn-Ag-Cu等多种合金熔融打印
支持无助焊剂直接焊料熔融打印植球,支持In-Ag、Sn-Bi、Sn-Zn、Sn-Ag-Cu等多种合金熔融打印
晶圆表面制作金属立墙结构(电磁屏蔽)

可用于SiP、射频前端模组的分区屏蔽,替代传统引线键合或激光刻槽填充导电浆料工艺,节省成本,提升屏蔽性能,缩小封装尺寸。支持载板、晶圆等产品原位打印金属屏蔽结构。具备工艺参数的自适应闭环调节能力,在线智能调参,无需人工介入。低至200℃以下的材料后处理烘烤温度
玻璃基通孔金属填充
 支持孔径≥30 μm,深宽比≤10的微孔致密金属化填充
支持孔径≥30 μm,深宽比≤10的微孔致密金属化填充
可以兼容金属、聚合物等材料填充打印
光子晶体
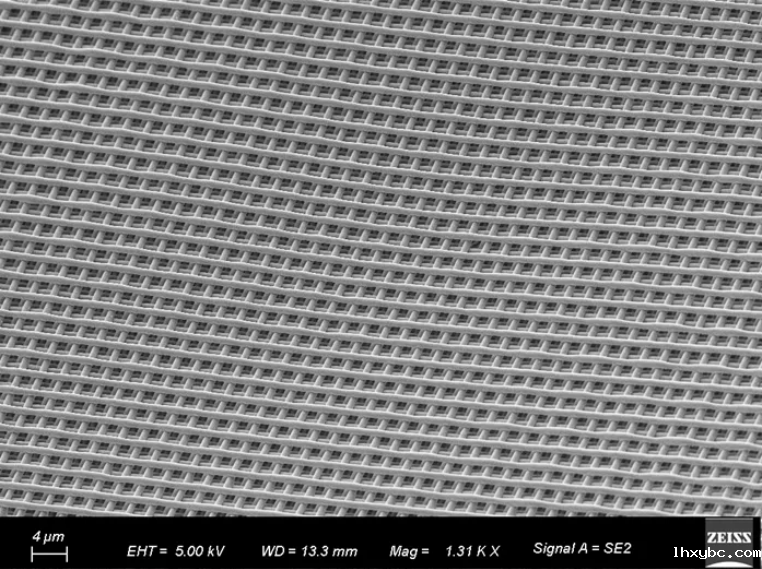 可实现光子晶体高精度三维结构打印加工
可实现光子晶体高精度三维结构打印加工
气敏传感器
 可实现超小型高灵敏度气体传感器的打印加工和系统集成
可实现超小型高灵敏度气体传感器的打印加工和系统集成
芯片散热
 可用于芯片模组的FOWLP、FOPLP封装散热,对芯片晶背进行不同厚度散热层打印,提升模组整体散热能力;或可对分立器件顶部进行特定散热微结构打印,制作微型散热器,提升器件载流能力。相比常规散热方式,散热效率提升>30%
可用于芯片模组的FOWLP、FOPLP封装散热,对芯片晶背进行不同厚度散热层打印,提升模组整体散热能力;或可对分立器件顶部进行特定散热微结构打印,制作微型散热器,提升器件载流能力。相比常规散热方式,散热效率提升>30%
1946伟德手机版试玩 设备介绍:
西湖未来智造通用型电子增材平台,采用微纳墨水直写(DIW)打印技术,结合独创自研纳米墨水材料,可实现最小具有1-10μm 特征尺寸的高性能金属导电材料、聚合物及复合介质材料的增材制造,可用于精密互联线路、微波天线、无源器件、柔性电路、立体电路等产品打印。
- 最小打印特征尺寸可达1 μm
- 庞大的材料库,可用于不同打印场景
- 可打印2D、2.5D及复杂3D结构
- 支持快拆更换的打印头
- 支持多材料打印
- 可选配机械钻孔、激光刻蚀、原位激光烧结等工艺模块

1946伟德手机版试玩 材料介绍:
西湖未来智造基于行业领先的微米、亚微米级的金属颗粒和无机填料的合成、生产工艺,以及填料与树脂的分散工艺等核心技术,自主开发可满足1 – 10 微米精度电子增材制造的先进功能材料体系,含括高性能金属浆料体系、高性能树脂浆料体系、有机复合材料体系,根据客户需求的定制化开发,可满足显示、半导体封装、锂电等行业内微米级线路加工、深腔填孔、特殊三维结构构造等应用场景。
1946伟德手机版试玩 代表性浆料如下:

1946伟德手机版试玩 公司介绍
西湖未来智造团队自主开发1-10微米精度电子增材设备及与之配套的先进功能材料体系,可实现数十种高性能金属导电材料、聚合物及陶瓷基介质材料、光学、磁性材料的精密三维增材制造。团队已申请国内外专利270余件,已授权专利70余件,参编国家标准7项。团队增材技术方案面向工业级量产需求,应用领域涵盖当下及下一代主流集成电路系统应用,目前产品与解决方案已落地显示、半导体封装、锂电等多个领域并已积累十余家行业标杆客户。公司已被认定为国家高新技术企业、省专精特新中小企业、省高新技术企业研发中心,杭州市准独角兽企业,主持浙江省重大科技项目,入选国家级首台套项目,并获得浙江省领军创业团队支持。
随着电子行业对高精度、小型化和低成本制造的需求不断增加,纳米增材制造技术将迎来更多的应用机会。未来的发展方向包括:
1.规模化生产:与国内龙头企业合作,提升打印工艺的速度和稳定性,适应大规模生产需求。通过优化设备设计、开发自动化生产流程和质量监控系统,实现高效、稳定的大规模生产。计划在未来 3 年内,将设备的生产效率提高 5 倍以上,良率提升至 99% 以上。
2.材料研发:开发更多种类的导电材料和功能性材料,扩展技术的应用范围。深入研究材料的结构与性能关系,通过材料创新推动纳米增材制造技术在更多领域的应用。预计未来 5 年内,开发出数十种新型导电材料和功能性材料,满足不同行业的需求。
3.跨行业应用:除了电子制造领域,还可以应用于生物医学、航空航天等领域。结合不同行业的需求,开发针对性的工艺和材料,拓展技术的应用边界
4.自动化与智能化:结合人工智能和自动化技术,实现打印工艺的智能优化和实时监控。利用机器学习算法优化打印参数,通过传感器实时监测打印过程,提高生产效率和产品质量。
5.合作与生态建设:与电子制造企业和科研机构合作,推动技术的商业化落地和生态系统建设。建立产学研用协同创新机制,促进技术的快速发展和广泛应用。加强与上下游企业的合作,共同打造微纳电子增材制造技术的完整产业链,推动行业的整体发展。
文章来源:材料科学与工程
知之既深,行之则远。基于全球范围内精湛的制造业专家智囊网络,bv伟德官网官方网站为业界提供全球视角的增材与智能制造深度观察。有关增材制造领域的更多分析,请关注bv伟德官网官方网站发布的白皮书系列。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站 l 链接到bv伟德官网官方网站网站原文
bv伟德官网官方网站洞察
“高SA/V比的纳米/微结构材料在能源、医疗、微流体、光学和环境科学等多个领域具有广泛的应用前景,例如在能源存储方面,高SA/V比的结构能够促进快速离子传输,从而实现超高功率密度,显著提升电池等储能设备的性能。例如,在锂离子电池中,这种结构可以加快锂离子的扩散速度,缩短充电时间,提高电池的能量密度和循环稳定性。再例如,在光学应用中,高SA/V比的纳米/微结构可以显著增强材料的光学性能。例如,通过设计具有抗反射和光捕获特性的表面结构,可以减少光学器件的反射损失,提高光的透过率和吸收率。”

这篇论文的研究内容由伊利诺伊大学芝加哥分校的Ketki M. Lichade及其团队完成,发表在《Journal of Manufacturing Science and Engineering》上。该研究探讨了分层表面结构的设计与制造,特别是在增材制造(AM)领域中的应用,旨在解决高表面积/体积比(SA/V比)结构的设计和制造难题。
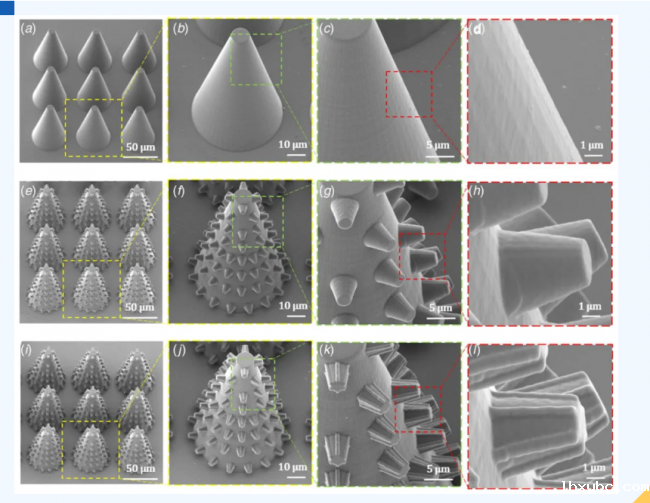
随着科技的进步,人工纳米/微结构因其在柔性电子、微流体和组织工程等领域的潜在应用而受到广泛关注。高SA/V比的几何结构能够促进快速离子传输和超高功率密度,进而提升设备性能。然而,设计和制造具有所需功能的高SA/V比结构仍然面临诸多挑战。本研究的灵感来源于自然界中的多种生物结构,如莲叶和蝉翼等,这些结构通常具有高度的分层性和复杂的几何形状,能够实现超疏水性和抗反射等功能。研究团队提出了一种三层分层结构设计,结合数学建模,探讨SA/V比、表面结构几何形状、功能性和可制造性之间的复杂关系。

研究团队首先建立了三层分层结构的设计框架,分别为锥形结构、覆盖锥形的表皮结构和带有皱纹的表皮结构。通过对每一层的SA/V比进行建模,研究人员能够深入理解不同设计参数对表面功能的影响。在制造过程中,采用了双光子聚合(TPP)技术,这是一种先进的增材制造方法,能够在亚微米甚至纳米尺度上直接构建复杂的三维部件。TPP技术的高分辨率(可达40纳米)使得研究团队能够实现高精度的三维分层结构制造。具体而言,研究团队使用了Nanoscribe的Photonic Professional GT设备进行TPP制造,这一设备的激光系统能够以极高的精度进行三维打印,确保了所设计结构的几何精度和表面质量。

尽管TPP技术在制造复杂结构方面具有优势,但在实际应用中仍然存在一些痛点。首先,制造过程中可能出现几何误差,导致打印的结构与设计模型之间存在差异。这种几何误差主要源于打印过程中体素的排列方式,影响了表面质量和几何精度。其次,现有的制造方法通常需要多步骤和多平台的操作,导致成本高昂且时间消耗大。此外,大多数方法只能制造二维半结构,而无法实现真正的三维结构,这限制了其在某些应用中的有效性。
通过对三层分层结构的设计与制造,研究团队成功地实现了具有不同SA/V比和层次水平的表面结构。实验结果表明,所制造的表面在润湿性和抗反射性方面表现出显著的改进。例如,研究发现,通过调整设计参数,可以将自然亲水表面转变为近乎超疏水的表面。此外,所提出的分层结构能够显著降低光反射,反射率降低超过80%。这些成果表明,所提出的分层结构在微流体、光学、能源和界面等领域具有广泛的应用潜力。
本研究的成果为未来的多种应用提供了广阔的前景,包括微流体、光学、能源和界面等领域。研究团队认为,尽管TPP技术在材料选择上受到限制,但通过开发功能复合材料作为TPP的原料,可以实现更广泛的功能性和优越的机械性能。未来的研究可以进一步扩展到多材料分层结构的设计,利用多材料制造方法制造具有空间变化材料组成的部件,以满足更广泛的先进应用需求。此外,研究团队还计划探索如何通过保护涂层等方法提高纳米/微结构表面的耐用性,以应对恶劣环境下的应用挑战。
其团队的研究为分层纳米/微结构表面的设计与制造提供了新的思路和方法。通过结合自然界的启示与先进的制造技术,研究不仅解决了高SA/V比结构的设计与制造难题,还为未来的多种应用奠定了基础。随着技术的不断进步和材料科学的发展,分层结构的应用前景将更加广阔,推动相关领域的创新与发展。
来源
MNTech微纳领航 l
基于生物启发的三层分层结构在增材制造中的应用
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站
bv伟德官网官方网站洞察
锌基合金通过合金化和微观结构调控,可以实现优异的力学性能,如高强度、高韧性。这使得锌基生物材料能够承受较大的生理负荷,适用于骨科、心血管等领域的植入物。通过调整增材制造工艺参数和材料成分,可以精确调控锌基生物材料的力学性能。例如,通过控制激光功率和扫描速度,可以改变材料的微观结构,从而实现不同的力学性能要求。”
增材制造锌基生物材料的研究进展
袁坤山*,邓成宸,王湘秀 ,黎粤川,周超,赵川榕,戴小珍,Ahsan-Riaz Khan,张泽 ,Robert Guidoin,张海军*,郑玉峰*,王贵学*
重庆大学生物工程学院生物流变科学与技术教育部重点实验室,血管植入物国家与地方联合工程实验室
生物医用材料改性国家地方联合工程实验室
金凤实验室
成都医学院生物科学与技术学院
同济大学医学院上海市第十人民医院
北京大学工学院材料科学与工程系
加拿大拉瓦尔大学外科学系,魁北克生物材料研究所
1946伟德手机版试玩
【文献链接】
Yuan, KS., Deng, CC., Wang, XX. et al. Research advances and future perspectives of zinc-based biomaterials for additive manufacturing. Rare Met. (2025).
https://doi.org/10.1007/s12598-024-03205-7
1946伟德手机版试玩
【背景介绍】
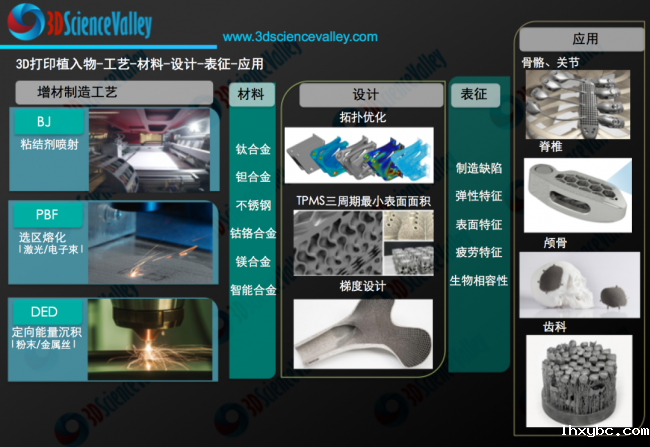
锌基生物可降解材料具有降解速度适中、生物相容性良好、机械性能优异、易于加工等特点,而增材制造技术能够制备具有复杂内部结构的植入物,增材制造锌基生物可降解材料能够发挥两者的优势,已成为当前研究热点,尤其是在骨支架应用中。本文对增材制造可降解锌基生物材料相关文献进行文献计量分析,总结了该领域的历史特征、正在发展的研究主题和新兴趋势。分析结果表明,增材制造生物可降解锌基材料的成分组成、加工工艺、体外生物相容性以及材料的成型质量还将持续被研究。此外,为满足医疗植入物的要求,尤其是骨植入物,材料的力学性能(包括抗降解疲劳性、抗蠕变性和抗时效性等)、降解速率、体内生物相容性、以及影响到以上性能的特殊处理工艺(如涂层工艺、热处理工艺、材料表面结构、微观结构组成等)将成为未来研究的热点。本文从成型质量、材料组成、单元构型、生物相容性这四个方面综述了增材制造可降解锌基生物材料的研究进展,并在此基础上提出了未来的研究方向。
1946伟德手机版试玩
【文章亮点】
1. 增材制造可降解锌基生物材料领域正在快速发展,领域内的研究合作广泛、科学影响力较高。
2.增材制造生物可降解锌基材料的组成、加工和体外相容性是此研究领域的核心研究议题。体内性能、降解速率、以及影响到以上性能的特殊处理工艺等将成为未来研究的热点。
3.通过材料和工艺创新,结合动物实验,增材制造锌基生物材料在骨缺损治疗方面展现出巨大的潜力,有望在临床应用中实现有效修复。
1946伟德手机版试玩
【内容简介】
日前,重庆大学王贵学教授、同济大学张海军教授和北京大学郑玉峰教授联合团队在Rare Metals上发表了题为“Research Advances and Future Perspectives of Zinc-Based Biomaterials for Additive Manufacturing”的文献计量学研究文章,对可降解锌基生物材料增材制造领域的历史概况、研究热点和发展趋势进行了客观的分析和描述。
增材制造生物可降解锌基材料的成分组成、加工工艺、体外生物相容性以及材料的成型质量的深入研究将继续进行;为满足植入物,尤其是骨修复材料的特定要求,未来的研究将聚焦于材料的力学性能、降解速率、体内生物相容性、以及影响到以上性能的特殊处理工艺。
1946伟德手机版试玩 【图文解析】
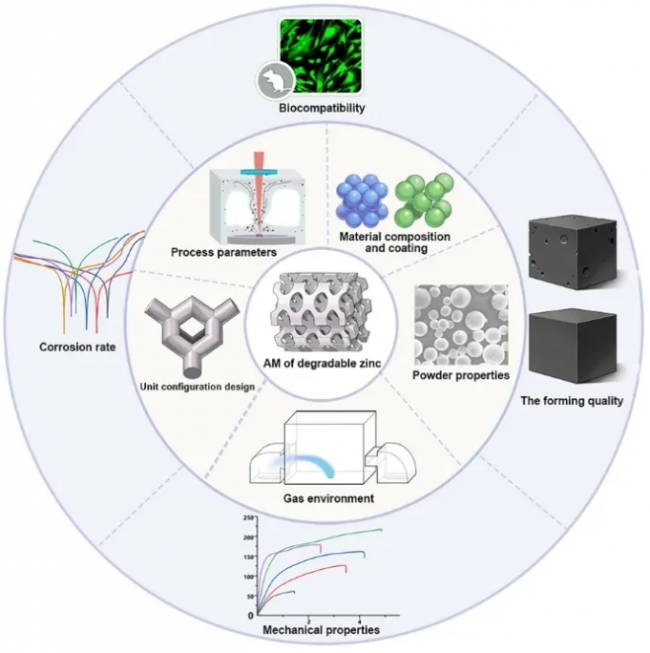
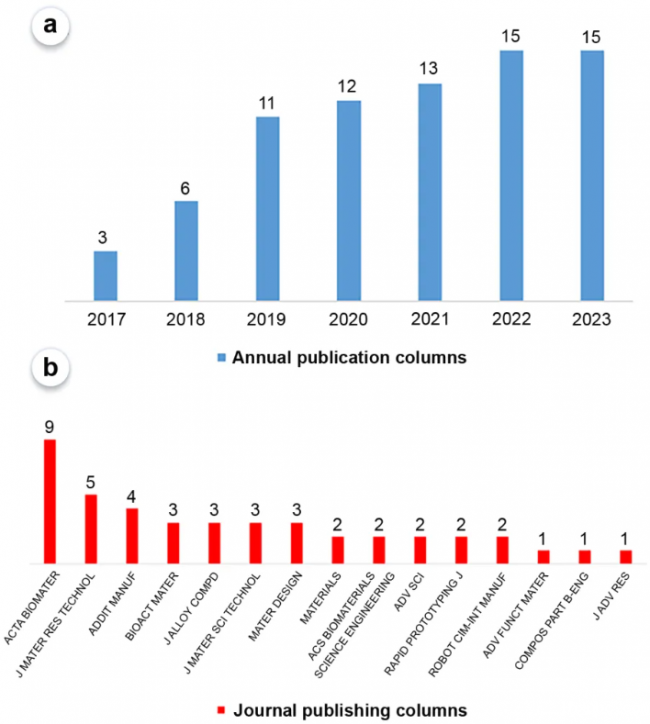 图1(a)出版物的年度分析;(b)出版数量前15位的期刊;Y轴:发表论文数量
图1(a)出版物的年度分析;(b)出版数量前15位的期刊;Y轴:发表论文数量
2017年到2023年,增材制造可生物降解锌基材料的发表论文数量呈现稳步增长的趋势。其中Acta biomateralia发表的相关论文数量最多,共计9篇,这反映了该期刊此领域的关注度,其次的高发文量杂志是Journal of Materials Research and Technology JMRT(5篇)和Additive Manufacturing(4篇)。
 图2 科学合作网络。(a)国家合作;(b)机构合作;(c)作者合作
图2 科学合作网络。(a)国家合作;(b)机构合作;(c)作者合作
丰富的节点和相互关联的链接揭示了国家、机构和作者之间紧密的科学合作关系。国家协作网络有17个节点和28个链接,其中中国、德国、意大利、荷兰和印度作为大节点,在增材制造可生物降解锌基材料的全球合作研究中具有重要地位。机构协作网络涉及93个节点,209个连接,清华大学、江西理工大学、德国亚琛工业大学、北京大学和中南大学因其广泛的合作关系成为突出的节点。作者协作网络共有173个节点和546个连接,其中Wen Peng, Shuai Cijun, Peng Shuping, Voshage Maximilian和Qin Yu在论文发表数量方面成为主要贡献者,体现了他们在科学合作中的活跃程度。值得注意的是,在作者的节点中观察到聚类效应,Wen Peng,Voshage Maximilian,Qin Yu,Schleifenbaum Johannes Henrich,Zheng Yufeng等部分节点聚类为I簇;Shuai Cijun,Peng Shuping,Yang Youwen等部分节点聚类为II簇;Li Y部分节点聚类为III簇。其中,I和II通过中心性最高的Li Yageng相互连接。合作网络的结构特征和聚集现象,不仅反映了科学合作的广泛性和深度,也揭示了不同科研实体间合作的模式和趋势。
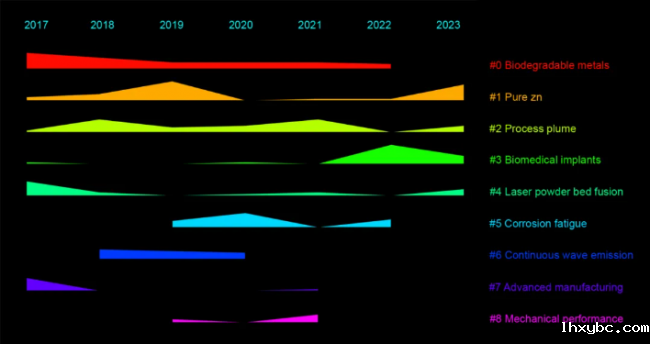 图3 关键词聚类分析
图3 关键词聚类分析
关键词之间存在或高或低的内在关联,因而形成不同的聚类,从而清晰地展现出增材制造生物可降解锌基材料研究的各个热点子领域。通过对关键词进行聚类分析可分为4大类,涵盖了9个小类,包括增材制造成分(0# biodegradable metals,#1 pure zn),加工工艺(#2 process plume,#4 laser powder bed fusion,#6 continuous wave emission,#7 advanced manufacturing),降解与力学性能(#5 corrosion fatigue)和产品应用(#3 biomedical implants)。其中,0# biodegradable metals、#4 laser powder bed fusion被研究的持续时间最长,#6 continuous wave emission,#7 advanced manufacturing和#8 mechanical performance则已经过了研究高峰期,#1 pure zn、#3 biomedical implants和#5 corrosion fatigue正在处于研究的活跃阶段,成为当前的研究热点。这一现象表明,基础的增材制造的成分和加工工艺将持续被研究,而增材制造生物可降解锌基材料的体内植入应用和降解疲劳特性研究已经逐渐成为研究的热点。
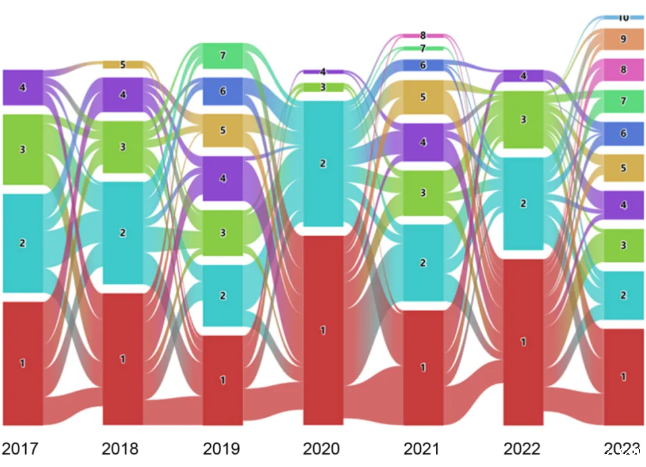 图4 2017-2023年关键词冲积图;X轴:时间片,Y轴:模块计数,编号:每个时间片上模块按节点数量排序的顺序。
图4 2017-2023年关键词冲积图;X轴:时间片,Y轴:模块计数,编号:每个时间片上模块按节点数量排序的顺序。
链接的关键词可以组合成特定的研究模块,这些模块随着关键词的重新组合,在不同时间段内可能会发生演变,分化或整合形成新的研究模块。。在7年的时间里,有些关键词展现出持久的影响力,有些成为了新的研究趋势,有些则淡出了研究领域。例如,2023年模块1中包含的关键词在本研究流域发散或汇聚,形成了最大的研究支流(红色标记部分)。这一现象表明模块1是一个持续存在且具有稳定性的研究模块。
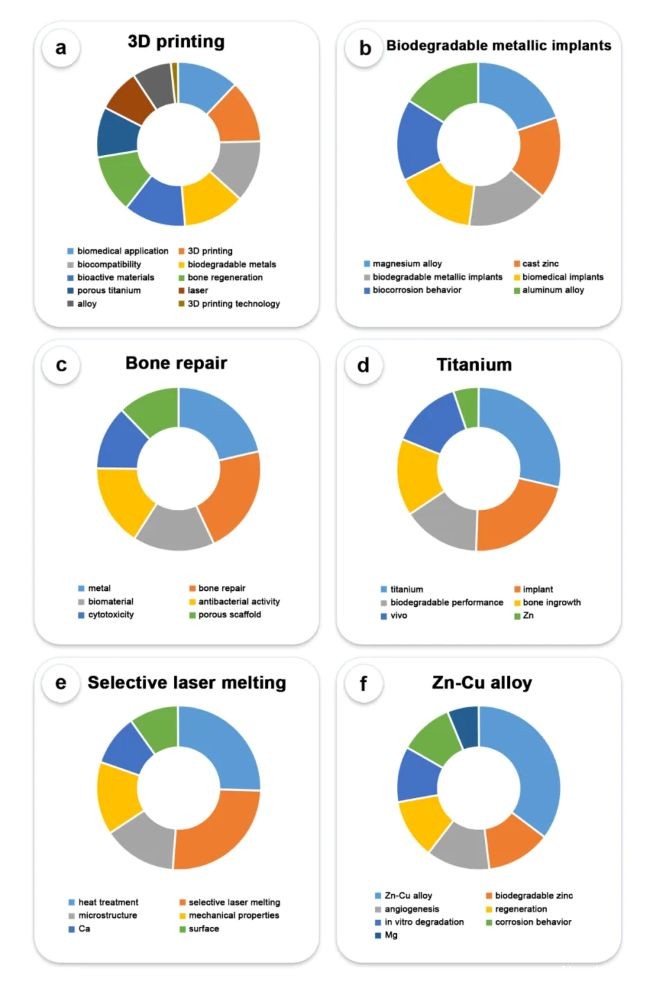 图5 2023年关键词六大模块 (a)模块1;(b)模块2 ;(c)模块3;(d)模块4;(e)模块5;(f)模块6
图5 2023年关键词六大模块 (a)模块1;(b)模块2 ;(c)模块3;(d)模块4;(e)模块5;(f)模块6
模块1被命名为“3D printing”,涵盖了3D printing、laser、3D printing technology在内的10个关键词。模块2命名为“biodegradable metallic implants”,包含了biodegradable metallic implants、biomedical implants、biocorrosion behavior等6个关键词。模块3命名为“bone repair”,汇集了bone repair、biomaterial、porous scaffold等6个关键词。模块4命名为“titanium”,包括了titanium、vivo、implant等6个关键词。模块5命名为“selective laser melting”,包含了selective laser melting、heat treatment、microstructure等6个关键词。模块6命名为“Zn-Cu alloy”,汇集了Zn-Cu alloy、biodegradable zinc、angiogenesis等7个关键词。这些模块很可能是未来5年甚至更长时间内增材制造可降解锌基材料领域的新兴趋势。在这些模块中,我们观察到除了3D printing、selective laser melting、titanium、Zn-Cu alloy、biodegradable zinc等涉及增材制造的常规加工工艺和组成成分的关键词外,更多的是类似于biodegradable metallic implants、bone repair、vivo、angiogenesis、heat treatment、microstructure等涉及到体内植入应用、后处理工艺及微观结构变化等方向的关键词。这表明,特殊处理工艺以及对微观结构的影响,体内植入应用及研究可能是增材制造可降解锌基材料的新兴趋势。
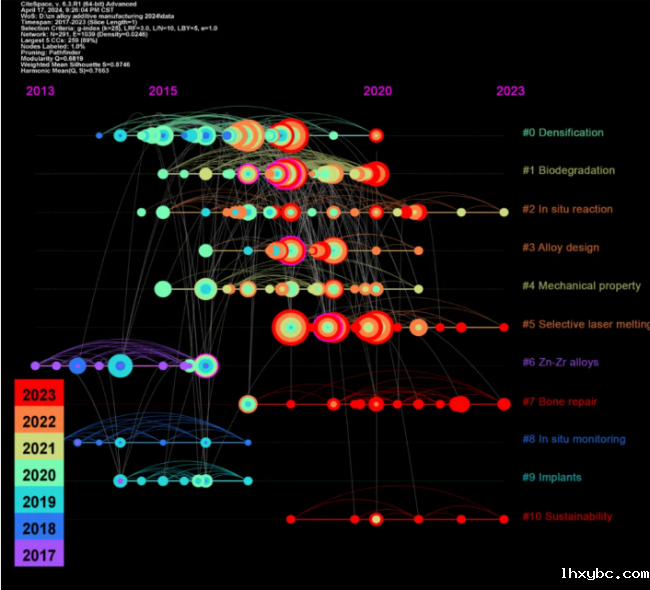 图6 引文聚类图
图6 引文聚类图
基于引文聚类可视化,本文对增材制造生物可降解锌基材料研究中的新兴、经典和相对过时的主题进行了预测。时间轴图展示了在指定时间范围内的11个簇群,按集群大小自上而下排列。簇群#0、#1、#3和#4代表经典主题。尽管这些簇并非最新出现,但它们与其它簇之间存在着复杂的相互联系。第6簇 Zn-Zr alloys、第8簇in situ monitoring和第9簇implants相对过时,它们与其他簇的联系较少,并且在时间轴上显示出缺乏后续发展的态势。#2 in situ reaction 、#5 selective laser melting、 #7 bone repair、#10 sustainability是新兴的主题,自形成以来一直保持活跃,有潜力成为未来的研究热点。根据对新出现的簇的分析,可预见增材制造锌基材料的表面结构,功能活性,体内骨修复应用以及经济和环境可持续性可能会成为未来研究的主导方向。
1946伟德手机版试玩 【全文小结】
1.根据文献计量学分析,增材制造可生物降解锌基材料的组成、加工工艺、体外生物相容性和成型质量将继续作为研究的核心议题。为了满足植入物的需求,材料的力学性能、降解速率、体内生物相容性以及影响这些性能的独特处理工艺将成为未来的热门研究课题。
2.通过工艺优化,目前已能够制备出高成型质量的增材制造可生物降解的锌基材料。材料的组成是影响其力学性能、腐蚀速度和生物相容性的关键因素;多孔锌支架的孔隙率和单胞结构与其力学性能、生物功能和降解行为密切相关;增材制造生物可降解锌基材料的生物相容性直接影响其临床使用的安全性。
3.经过验证、标准化和商业化的增材制造锌粉尚未被开发;增材制造涉复杂的物理过程,这导致材料成分、微观结构和性能在加工过程中发生实质性变化;需要利用现场监测和计算机模拟来进一步优化工艺;因此,增材制造生物可降解锌基材料的临床应用尚未实现。
4.最有希望取得临床突破的研究方向是使用具有特定多孔拓扑结构的增材制造可生物降解锌基材料治疗骨缺损。在临床转化之前,需要通过材料组成、单元设计、制造工艺改进、涂层设计、后处理技术、广泛和长期的大动物研究以及系统的临床研究来优化种植体的性能。需要材料科学、生物学、信息学、机械工程和医学等的跨学科合作,以全面评估产品的临床适用性。
1946伟德手机版试玩 【作者简介】

王贵学,博士,重庆大学二级教授、博导,金凤实验室脑血管研究团队负责人,国务院政府特殊津贴专家,国家重点研发计划项目首席科学家。长期从事动脉粥样硬化性心脑血管生物力学与生物材料、纳米药物递送等基础研究和应用转化,先后主持科技部国际科技合作重点项目/国家科技支撑计划重点项目/国家重点研发计划项目/国自然重点基金/ /国家转基因重大专项课题/国家发改委平台建设重大项目等20余项国家级项目。联合发表中英文学术论文450余篇,授权中国和美国专利60余件,获国家级行业协会和省部级科技成果奖8项;担任教育部生物流变科学与技术重点实验室主任、国家发改委血管植入物工程实验室主任、教育部生物医学工程类专业教指委委员、中国病理生理学会动脉粥样硬化专委会主委、中国生物材料学会材料生物力学分会主委、中国解剖学会血管分会名誉主委。2019年以来连续5次入选生物医学工程领域爱思唯尔中国高被引学者(软科国际知名学者),近年入选世界前 2%顶尖科学家、国际生物材料科学与工程院Fellow(FBSE)、《RESEARCH》期刊(IF:11) 副主编。曾任重庆大学生物工程学院院长/书记/院学术委员会主任、医学部学术委员会副主任。

郑玉峰,北京大学教授、博士生导师、材料科学与工程学院生命健康材料研究所所长,国家杰出青年科学基金获得者、教育部长江学者特聘教授、科技部中青年科技创新领军人才、中组部万人计划入选者、国际生物材料科学与工程学会联合会“生物材料科学与工程”会士、美国医学与生物工程研究院会士、中国生物材料学会会士。学术研究方向为新型生物医用金属材料与器械。作为项目负责人,先后承担十四五、十三五国家重点研发计划项目、国家自然科学基金重点项目等纵向课题与横向课题 50 余项,出版英文专著2本,中文专著6本,发表英文SCI论文600余篇,被引用47000余次,H-index为104,科睿唯安2022/2023年全球高被引学者,获授权发明专利50余项。社会兼职包括Bioactive Materials创刊主编、Materials Letters编辑、Journal of Materials Science& Technology副主编等、中国生物材料学会副理事长、中国生物医学工程学会生物材料分会候任主任委员等。

张海军,同济大学医学院PI、同济大学附属第十人民医院介入血管研究所副所长、生物医用材料改性技术国家地方联合工程实验室主任。第十三、十四届全国人大代表,国务院政府特殊津贴专家、全国五一劳动奖章获得者、泰山学者海外特聘专家、省级有突出贡献中青年专家。国家放射与治疗临床医学研究中心学术委员会委员、科技部生物医用材料评审专家。长期从事心血管、介入医学、医用材料、极弱磁细胞生物医学的基础与临床转化研究。作为首席专家及主要完成人承担十三五、十四五国家重点研发计划、十二五国家科技支撑计划、国家工业强基工程、国家自然科学基金面上项目、国家科技重大专项、十一五国家高技术产业化、国家创新基金项目等国家级项目10项。以第一完成人获国家科技进步二等奖1项;何梁何利科学与技术创新奖、教育部技术发明一等奖1项、省技术发明一等奖1项、省科技进步奖2项、国家专利优秀奖1项、省专利奖2项等省部级奖励14项;以第二完成人获省级科技进步一等奖1项。发表论文140余篇,申报专利340余项。主编参编学术专著6部,起草行业标准7项。
来源
稀有金属l
Rare Metals 重庆大学王贵学/同济大学张海军/北京大学郑玉峰:增材制造锌基生物材料的研究进展
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站
bv伟德官网官方网站洞察
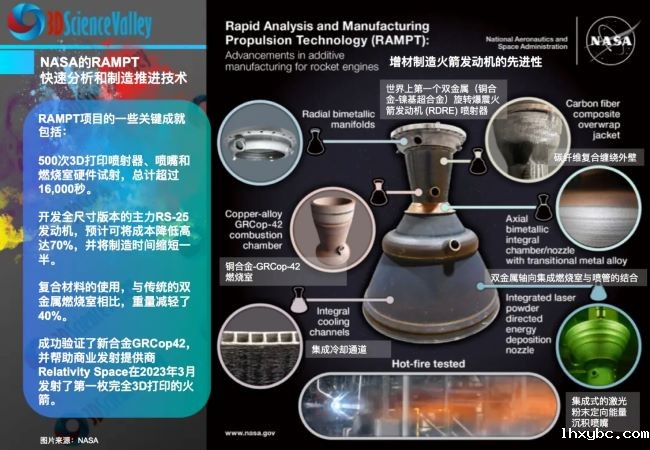
3D打印(增材制造,AM)材料和工艺在重复使用液体火箭发动机开发中的进化逻辑,本质上是围绕高可靠性、低成本复用、性能极限突破三大核心需求展开的迭代过程。这一逻辑通过材料体系创新、工艺精进、设计协同和验证方法升级四个维度实现螺旋式发展。”
![]() 0 引言
0 引言
重复使用的天地往返航天运输系统是实现大规模空间开发与应用的前提,可降低有效载荷发射成本,实现有效载荷回收与在轨服务,同时解决航区安全问题,是实现“快速、机动、廉价、可靠”自由进出空间的重要途径和有效手段。可重复使用发动机是重复使用的天地往返航天运输系统最为关键的分系统之一,其特点是研制周期长,投入大,并且随着发动机推力和重复使用次数的增加研制风险和经费进一步增大。而材料工艺技术又是可重复使用发动机的基础技术、先导技术和关键技术,是决定可重复使用发动机性能、可靠性和成本的一个重要因素,贯穿发动机研制、生产、使用和维修的全过程,其性能与水平在很大程度上制约着可重复使用发动机的发展和研制进程,也是衡量发动机发展水平的重要标志之一。重复使用液体火箭发动机是天地往返航天运输系统的重要组成部分,不同的发动机需要采用不同的材料体系和工艺方式。本文结合液体火箭发动机推进系统性能要求及结构特点,着重介绍可重复使用液体火箭发动机在材料工艺选择与研究进展方面的情况。
![]() 1. 国外重复使用液体火箭发动机新型材料体系选材、性能特性与评价
1. 国外重复使用液体火箭发动机新型材料体系选材、性能特性与评价
1.1 航天飞机主发动机(SSME)氢氧火箭发动机
1.1.1 SSME发动机性能结构及各部件工作条件对材料选择的总要求
SSME发动机用于美国的航天飞机,是至今世界上唯一投入应用的重复使用的氢氧火箭发动机,目前仍是世界上最先进的火箭发动机之一。发动机由洛克达因公司研制,自 1984年4月首次上天至2011年退役,美国航天飞机实现了135次上天飞行,总飞行距离约达 5.4亿公里,37次同国际空间站对接,还曾9次同俄罗斯和平号空间站对接。作为第一个专为长工作寿命而设计的大型液体火箭发动机,且要多次载人飞行,要求航天飞机主发动机具有长寿命、可重复、减少维修以及高的比推力、推重比和可靠性等特点。SSME发动机外形结构及各组件分解示意图见图1。发动机性能结构及各部件工作条件对材料选择的要求如下:
(1)高强度,许多部件工作在高压下,包括预燃烧室、高压涡轮泵、燃气集合器、燃烧室及导管等;
(2)良好的高温疲劳和蠕变性能(特别对于热气系统);
(3)良好的低温性能(在低温推进剂环境工作的低压涡轮泵、导管等);
(4)对氢环境效应的预防;
(5)结构质量限制。
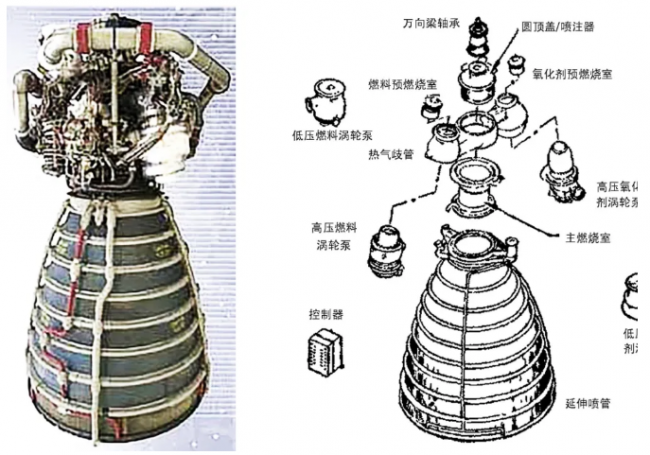 图1 SSME发动机外形结构及各组件分解示意图
图1 SSME发动机外形结构及各组件分解示意图
1.1.2 SSME发动机各关键部件性能特点与应用材料及工艺
(1) 预燃烧室
预燃烧室包括燃料预燃烧室和氧化剂预燃烧室,其作用是使氢气在氧中燃烧产生热气,作为驱动高压涡轮泵的动力。预燃烧室由结构壳体、氢/氧点火起燃的电火花点火器、喷注器和岐管系统组成,见图2。预燃烧室壳体在40MPa压力和-101 ℃下工作,由高比强度的Inconel 718镍基高温合金锻件机加工而成;内衬工作在约36MPa和500~700 ℃环境下,因此,内衬材料采用的是高温强度、蠕变抗力和热疲劳抗力较好的Haynes 188钴基合金;燃料输入管也由Inconel 718合金制造;预燃烧室喷注器面板、推进剂隔板和导管材料为Inconel 625镍基高温合金;电火花点火器插入部分由铜合金NARloy-A制成。
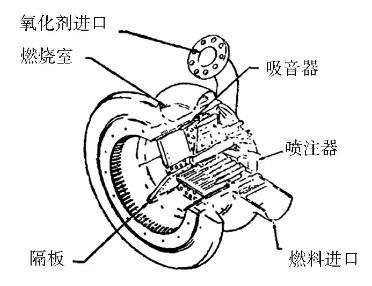 图2 预燃烧室结构示意图
图2 预燃烧室结构示意图
(2) 主燃烧室
燃烧室是SSME发动机的心脏,内部温度高、压力大,又要经受喉部热流达107MW/㎡ (比“土星”发动机高2~10倍)的400次热循环(起动)。当发动机点火时,内部气体温度高达3300 ℃,而内壁温度要求低于约540 ℃。采用沟槽式结构再生冷却,冷却剂进口压力42MPa,2760 ℃时出口压力为25MPa。
燃烧室由内部衬套和结构外壳组成,如图3所示。内部衬套采用带沟槽的铜银锆合金内壁和电铸镍外壁组成,液氢流经沟槽冷却燃烧室。外部结构壳体承受压力载荷和来自喷管的推力载荷。结构外壳包括岐管和两环间的壳体组成,壳体由两个对称部分合成,全部选用Inconel 718镍基高温合金(相当我国GH4169)作结构材料。
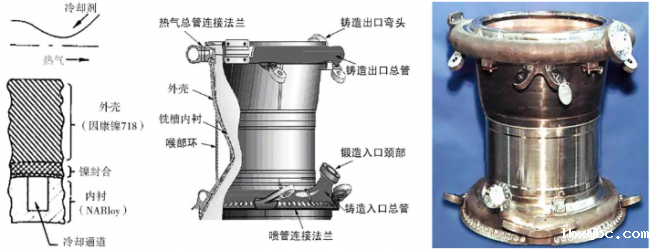 图3 主燃烧室结构示意图及实物
图3 主燃烧室结构示意图及实物
(3) 延伸喷管
延伸喷管在膨胀比5∶1处与燃烧室相连。延伸喷管结构如图4所示。全长约3m,重约420kg。采用高压燃烧再生冷却,其冷却剂管分为上流管和下流管,都呈锥形,采用钎焊工艺为一体,材料为A-286铁基高温合金。外壳和帽状结构带采用Inconel 718合金材料制造而成,均为焊接结构。
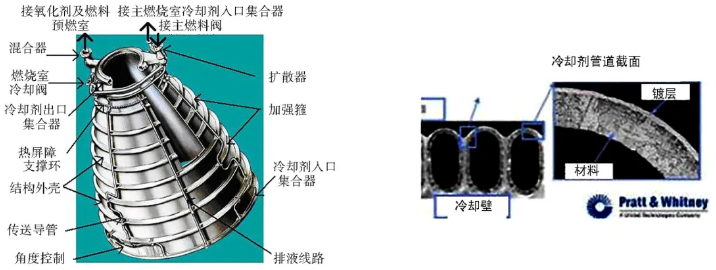 图4 延伸喷管结构示意图
图4 延伸喷管结构示意图
SSME喷管延伸段由1080根A-286合金锥形管装配钎焊成一体,锥形管总长为3292m,喷管延伸段与Inconel718外壳和9个结构环通过钎焊链接在一起。钎焊工艺一般需要进行2~3个钎焊循环,喷管焊接所用钎料为Au-22Ni-8Pd和Au-25Mn-6Pd-6Ni-45Cu等。锥形管与喷管延伸段外壳焊接组装通常在氢气保护气氛中进行,钎焊缝总长度超过4277m,管端插入集合器钻孔处有2160个钎焊接头,钎焊中所用钎料为7kg。
主燃烧室与喷管延伸段通过最简单的机械连接形成,然后采用亚弧焊或电子束焊进行焊接密封。
“ 3D Science Valley 白皮书 图文解析
”
(4) 涡轮泵
航天飞机的涡轮泵推进剂进口压力与出口工作压力相差很悬殊,因此分别采用了低压泵和高压泵。低压泵是一种具有低速、高吸气特性的助推泵,它可使推进剂压力由不到1MPa增至几倍。高压泵则通过高速将压力进一步增压至几十倍,通过这种方式解决了在同一种泵中进口低速与出口增压高速之间的矛盾,减轻了泵重与机械装置的复杂性,并使材料得到更合理的应用。
高压氧化剂泵为两级泵,使液氧增压至约33MPa,另有一个独立级使16%流量的氧增压至54MPa。涡轮工作温度约为820 ℃,涡轮转速约为29000 r/min,这种高温高压及液氧的介质环境要求选用镍基和钴基高温合金。涡轮进口套筒支柱环采用低膨胀高温铁镍铬合金Incoloy 903合金制造,涡轮叶片采用MAR-M246定向凝固高温合金制造。涡轮盘和轴由Waspaloy合金制造而成,为防止高压氢脆,在涡轮盘的枞树形区域镀约0.038mm厚度的锌。
高压燃料泵为三级离心泵,液氢输送量为66kg/s。由于当时工艺水平限制,最初研制的超低温Ti-5Al-2.5Sn钛合金氢泵叶轮采用的是精密铸技术成形,后来改进为粉末冶金成型。此外,进口集流管也由钛合金制造。
低压氧化剂泵通过高压泵排出的液氧驱动,液氧输送量可达475kg/s。低压氧化剂泵外壳采用Tens-50铸铝制造,导流叶片采用Monel合金制造,转子、定子叶片采用K-Monel镍铜合金制造。
(5) 燃气岐管(燃气集合器)
热气岐管结构上需要支撑预燃烧室、高压涡轮泵、喷注和燃烧室组件,因此对其材料要求为刚度大、质量轻。热气歧管还担负着把高压高温富氢气体从涡轮泵输送到主喷注器的任务,其内部气体的压力约24MPa,气体温度为450~600 ℃。因此通常采用夹壁结构,以Incoloy 903为内衬套,抵抗高压氢产生的氢脆,采用高强度高温合金Inconel 718为外壁结构材料,由两部分锻件焊成一体,中间通氢气冷却。
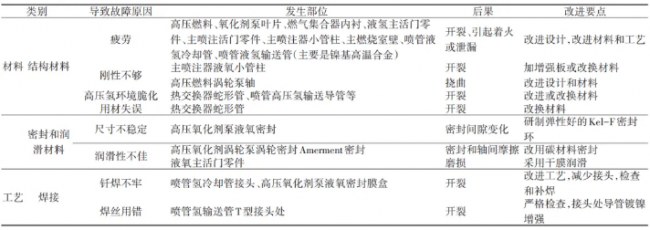
1.1.3 SSME发动机研制过程中反映出的材料工艺问题
SSME发动机研制试验过程中出现过各种各样的故障,其中很大部分原因是所用材料工艺不当,金属结构材料易发生疲劳损坏,密封材料使用性能不合格。SSME发动机的振动环境对部件材料性能影响很大,几乎所有主要部件所用金属材料均发生过疲劳开裂,特别是镍、钴基高温合金。因而,必须注意选择并改进材料,提高材料的抗疲劳性能。对某些镍基合金如Inconel 718的高压氢脆化敏感性也应保持足够的警惕。此外,还需要不断改进密封和润滑材料,这对保证发动机的可靠性有重要意义。
SSME发动机在研制过程中由于材料工艺应用不当而导致故障及改进要点见表1。
表1 SSME发动机在研制过程中由于材料工艺应用不当而导致的故障及改进要点
梳理SSME发动机关键材料体系:(a)Inconel 718合金,主要用于制造发动机氧化剂预燃室本体和燃料输入管、高压氧化剂泵叶轮、燃气集合器、喷注器本体、燃烧室外壳、阀门壳体及弹簧等;(b)MAR-M246定向凝固高温合金,用于制造高压氧泵涡轮叶片;(c)Waspaloy高温合金,用于制造高压氧泵涡轮盘和轴,为防止高压氢脆,需在盘的枞树形区域镀以38μm厚的锌;(d)K-Monel镍铜合金,主要用于低压氧化剂泵导流叶轮、转子和定子;(e)L-605钴基高温合金主要用喷注器与燃烧室连接密封环;(f)Ti-5Al-2.5Sn钛合金,用于高压氢泵铸造叶轮、推进剂阀门等;(g)NARloy-Z铜银锆合金,含Ag 3%、Zr 0.15%,由于具有高的热导率以及良好的高温抗疲劳性能,特别适合用来制造发动机燃烧室内壁及其他类似性能要求的部件;(h)NARloy-A铜银合金,用于制造预燃烧室电火花点火器插入部分、喷注器率流器等;(i)Incoloy 903低膨胀铁镍铬合金,在高压氢气中具有良好的抗脆化能力,主要用于制造发动机高压氧化剂泵涡轮的进口套筒支柱环,热气岐管内衬等,在预燃烧室部件上,为了防止发生氢脆,在进口管和燃料导管之间也采用Incoloy 903合金作为过渡环;(j)Rene’41镍基高温合金,主要用于螺栓、螺钉等连接件的制备;(k)Haynes 188钴基高温合金,具有较高的高温强度与蠕变抗力,良好的热疲劳寿命及耐热震性,可在氢气压35MPa、应变1.0%下经受高达1000次的循环,主要用于预燃烧室内衬套;(l)304L奥氏体不锈钢,用于制造发动机预燃烧室面板构件等;(m)316L奥氏体不锈钢,用于热交换顺蛇形管;(n)Ti-6Al-6V-2Sn钛合金,用作万向架弹簧和环等;(o)440C马氏体不锈钢,用于制造涡轮泵止推滚珠轴承等;(p)17-4PH马氏体沉淀硬化不锈钢,用于制造自调节弹簧。
“ 3D Science Valley 白皮书 图文解析
”

随着SSME发动机重复使用次数的增加,其关键部件的材料后续还进行了进一步改进:(1)发动机氧涡轮轮缘线速度超过550m/s,叶片应力较大,后来的ATD改进型氧涡轮采用了IN100粉末冶金涡轮盘和PWA1480单晶叶片,进一步提高了高压氧涡轮叶盘结构的可靠性和寿命;(2)针对超低温用氢泵叶轮,采用粉末冶金热等静压钛合金整体叶轮替代铸造方案,以解决使用及热试车后氢泵叶轮疲劳开裂的问题;(3)针对推力室内壁,为进一步提高高温强度和疲劳性能,还在开展铜铬铌以及氧化物弥散强化铜合金的研究。
“ 3D Science Valley 白皮书 图文解析
”

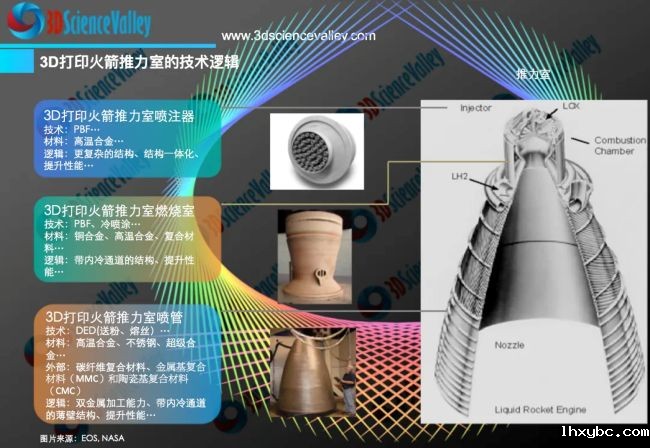
近年来,针对SLS火箭采用的RS-25发动机(航天飞机主发动机SSME改进型)喷注器,洛克达因公司还与NASA合作,采用激光粉末床熔融(L-PBF,也称为SLM)增材制造技术进行3D打印整体成形,前后共试车11次,累计试车时间46s。传统方法制造SLS 发动机喷注器需要6个月时间,而使用SLM 制造,从成形、抛光到无损检测仅用40h,同时制造成本降低50%。此外,传统加工工艺需要十几个零件分体制造,而SLM制造可以实现喷注器一体化成形,减少工序提高可靠性的同时,减轻了喷注器的质量。
1.2 可重复使用液氧/煤油火箭发动机用材料工艺概况
应用于Space X公司猎鹰9火箭的液氧/煤油梅林(Merlin)发动机已经获得了多次飞行回收成功,也是至今世界上唯一实现工程应用的可重复使用液氧/煤油火箭发动机。按开发的时间顺序至少包括Merlin 1A、Merlin 1B、Merlin 1C及其真空版、Merlin 1D及其真空版这六个型号及它们的各种改进版的衍生型,Merlin 1C和1D如图5所示。目前广泛使用的梅林Merlin 1D发动机可称得上是世界上最先进的液氧煤油火箭发动机之一,并且性价比很高。
 图5 Merlin 1C、1D发动机
图5 Merlin 1C、1D发动机
(1) 燃烧室
燃烧室采用煤油冷却金属夹套结构,Merlin 1C及其之前系列发动机内壁为铜合金,外壁为电铸成形镍合金。铜合金牌号未见报道,估计与航天飞机使用的是同一牌号,即铜银锆合金,以满足重复使用高疲劳性能技术要求。
据报道,Merlin 1D新研制了燃烧室,生产效率大幅提升,甚至可以1d生产1台,据此推测其燃烧室内外壁连接工艺可能由电铸成形更改成为热等静压扩散连接(HIP)技术。因为热等静压扩散连接技术具有生产周期短和后续加工难度小等优点,其外壁可采用强度高的合金以减轻材料质量及成本,而且HIP扩散连接技术已在美国RS-68、J-2X、日本LE-X等氢氧火箭发动机中成功应用。推测Merlin 1D及后续型号推力室内壁材料仍可能为铜银锆合金,外壁材料可能为与RS-68一致的347不锈钢。
(2) 延伸喷管
Merlin 1A发动机采用了碳纤维复合材料作为延伸喷管材料,并采用了类似太空返回舱的烧蚀冷却技术。Merlin 1C及其后续发动机将碳纤维喷管换成了可重复使用的煤油再生冷却金属夹层喷管,通过回热冷却,极大地缓解了过热问题,但喷管材料及制造工艺未见报道。
Merlin 1C发动机真空版是Space X公司为猎鹰火箭研发的第一款上面级液氧煤油发动机。为节省成本和开发时间,Merlin 1C、Merlin 1D真空版与相应Merlin 1C、Merlin 1D几乎完全相同,只是改用了面积比更大的铌合金喷管,如图6所示,单壁结构,内外壁有抗氧化涂层,铌合金材料为C103铌铪合金,喷管成形估计采用的是板材旋压成形。
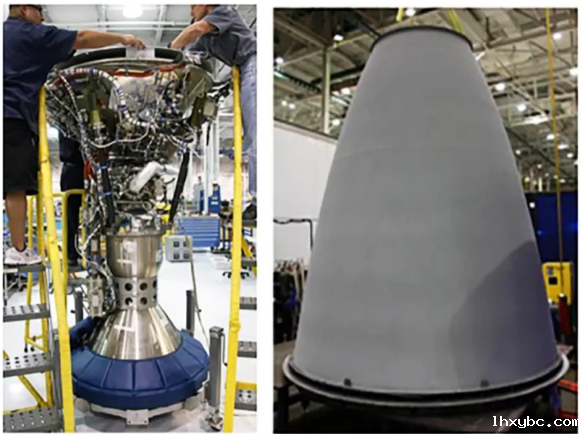 图6 Merlin 1C真空版发动机(左)和它的铌合金大喷管(右)
图6 Merlin 1C真空版发动机(左)和它的铌合金大喷管(右)
(3) 涡轮泵
Merlin 1A发动机的涡轮泵转速最大可达20000 r/min,总质量68kg,采用Inconel 718镍基高温合金(相当于我国的GH4169合金)制造封头,并采用摩擦焊接加工主轴。涡轮泵外壳采用精密铸造成形,燃料泵采用铝合金制造整体式涡轮叶盘,氧化剂管路则是采用300系列不锈钢。Merlin 1A发动机涡轮泵实物如图7所示。
 图7 Merlin 1A发动机涡轮泵
图7 Merlin 1A发动机涡轮泵
Merlin 1B与Merlin 1A发动机相比做了一系列小的改动,其材料体系与Merlin 1A大致相同。Merlin 1C的涡轮泵大部分组件与Merlin 1B相比没有什么变化。从Merlin 1D开始,原Barber-Nichols公司不再为梅林系列提供涡轮泵,新型号的涡轮泵可能是Space X公司自行开发,也可能是委托其他公司开发。Merlin 1D涡轮泵转速可达到惊人的36000r/min,产生7350kW以上的功率,并将液氧和煤油加压到20MPa以上。不仅如此,在Merlin 1D后续的改进版本中,为了满足NASA对将来执行载人任务的安全性要求,还更换了涡轮叶片。据说新涡轮叶片采用高密度材料以避免微裂纹的产生,但是具体何种高密度材料未见报道。
1.3 可重复使用液氧/甲烷发动机用材料工艺概况
液氧/甲烷火箭发动机具有密度比冲高、无毒环保、富燃燃烧积炭少、重复使用、维护方便等优点,是很有发展潜力的可重复使用火箭动力。
2011年,Space X公司公布可重复使用火箭的试验器“蚱蜢”项目,提出了大推力液体火箭发动机计划,其中包括液氧甲烷发动机,即“猛禽”(Raptor)发动机,其实物及原理如图8所示。“猛禽”发动机采用了分级燃烧循环方式,未来将主要应用于星际运输系统及火星探索。其材料工艺细节未见报道,只是有报道称Space X公司针对氧预燃室的高温高压富氧气体带来的材料氧化问题,专门研发了一种耐富氧环境的SX500合金,由使用环境推测,SX500合金可能是一种镍基高温合金。其他材料工艺可能大多与Space X的Merlin 1D发动机大致相当。2016年Space X针对“猛禽”发动机中的推进剂阀、涡轮泵和喷注器组件等采用了增材制造技术制造。同年,马斯克宣布Space X公司成功进行了猛禽发动机的首次热试车。
 图8 “猛禽”发动机及其原理图以及增材制造部件热试车
图8 “猛禽”发动机及其原理图以及增材制造部件热试车
蓝色起源公司从2011年开始对BE-4液氧/甲烷发动机进行研制,该发动机采用富氧分级燃烧循环方式,推力为2400kN,燃烧室压力13.4MPa,可重复次数达25次,将用于联合发射联盟公司的“火神”火箭以及蓝色起源公司的“新格伦”火箭。2017 年,蓝色起源完成了首台BE-4发动机的组装工作(图9)。由图9可知,从颜色看,该发动机关键部件——推力室和喷管的内壁材料应该都是铜合金,推测可能是航天飞机应用的疲劳性能较好的铜银锆合金。在可重复使用液体火箭发动机零件增材制造方面,据称该公司的BE-4发动机中的涡轮喷嘴等零件使用了增材制造技术。
 图9 蓝色起源公司BE-4液氧/甲烷发动机及其零部件拆解图
图9 蓝色起源公司BE-4液氧/甲烷发动机及其零部件拆解图
1.4 可重复使用液体火箭动机用关键材料体系及关键材料分析评价
1.4.1 推力室身部(燃烧室)用材料及工艺
1.4.1.1 内壁材料
可重复使用液体火箭发动机推力室身部一般由高导热的铜合金内壁和镍或不锈钢、高温合金外壁连接而成。发动机工作时,铜合金内壁材料经历低温——高温的热交变循环过程,易因低周疲劳而破坏,因此是制约推力室使用寿命的关键因素,也是可重复使用火箭发动机研制中首先必须解决的关键材料问题之一。
“ 3D Science Valley 白皮书 图文解析
”

针对氢氧火箭发动机,20世纪70年代,NASA路易斯研究中心开展了无氧铜、铜锆合金和铜银锆(NARloy-z)合金三种内壁材料的圆柱形推力室低周热疲劳试验(室压4.2MPa/氢氧混合比6.0/喉部热流54MW/㎡),所有的破坏模式均为通道内壁减薄直至断裂,其结果表明,三种内壁材料中铜银锆合金具有最好的循环寿命。表2是三种典型内壁材料性能数据,可见铜银锆合金的高温强度与导热率和锆铜合金接近,是无氧铜的2倍多,但铜银锆合金的实验热疲劳循环次数是锆铜合金的1.6倍。
表2 无氧铜、锆铜和铜银锆材料(400 ℃)性能对比
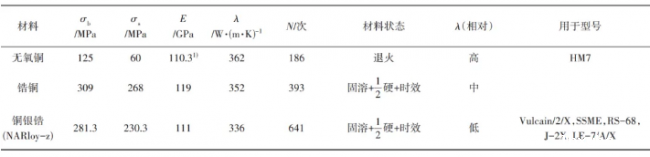
注: 1)该值为无氧铜260℃时数据
NARloy-z是一种兼具高导热性和高强度的Cu-3%Ag-0.15%Zr合金,既具有铜合金的高导热性,又因Ag、Zr合金元素的添加而改善了其高温强度,因此可专门用来制造可重复使用液体火箭主发动机燃烧室内壁及具有类似性能要求的部件。美国航天飞机主发动机推力室身部内壁材料采用的NARloy-z铜银锆合金是可重复使用氢氧、液氧/甲烷火箭发动机推力室身部内壁首选材料。
近年来,美国NASA Glenn研究中心开发出一种铜铬铌GRCop-84[Cu-8%(a)Cr-4%(a)Nb]粉末冶金材料,这种Cu-Cr-Nb新合金材料以弥散强化为主,可在700 ℃高温下工作。NASA/TM披露的实验结果表明,这种铜铬铌合金GRCop-84比目前使用的铜锆合金、铜银锆合金有更好的性能(传导性、热膨胀、强度、抗蠕变)以及低周疲劳(寿命)组合,可用于火箭发动机内衬,而且粉末冶金技术已成为一种低成本、高效率的推力室内壁的制备方法。
“ 3D Science Valley 白皮书 图文解析
”

近年来,Space X公司的液氧/煤油发动机上采用铜银锆合金作为推力室内壁,目前已经过了十几次飞行验证。俄罗斯液氧/煤油发动机推力室身部内壁材料一般为QCr0.8铬青铜合金,其化学成分要求见表3,力学性能要求见表4。QCr0.8铬青铜合金在我国新一代液氧/煤油发动机上也已应用,相对较为成熟,但是在可重复使用性能上,铬青铜还有待于多次考核和重复使用飞行验证。
表3 QCr0.8铬青铜合金化学成分要求

表4 QCr0.8铬青铜合金力学性能要求

1.4.1.2 外壁材料
推力室身部外壁材料一般为纯镍、Inconel 718高温合金或不锈钢、高温合金等,一般较为成熟。
1.4.1.3 内外壁连接技术
根据冷却通道封合方式的不同,分为三种形式:1)扩散钎焊外壳,如能源号RD-0120发动机、YF-100/115;2)电铸镍封合,如SSME、LE-7/LE-7A、火神/火神2发动机、Merlin 1C、YF-75系列/77;3)热等静压扩散连接(HIP)冷却通道封合,如美国RS-68、J-2X、Merlin 1D和日本的LE-X、欧空局的火神X发动机。大型液体火箭发动机主燃烧室内外壁连接技术方案列于表5。在可重复使用发动机的内外壁连接技术方面,航天飞机SSME上采用的电铸镍发动机已经飞行了25次,马斯克的梅林发动机采用的电铸以及热等静压扩散连接(HIP)也通过了多次飞行验证,而俄罗斯及我国液氧/煤油火箭发动机采用的扩散钎焊目前还有待于后续工程重复使用飞行验证。
表5 国外典型液体火箭发动机主燃烧室内外壁连接技术方案

(1)钎焊外壳结构
前苏联的铣槽式结构推力室分4~6段进行制造,一般使用铜、锰或银、铜涂层做钎料,在感应加热炉中进行扩散钎焊,然后通过真空电子束焊把各壳段焊在一起。前苏联的铣槽式结构推力室已用于RD-253、RD-120、RD-170、RD-180和RD-0120等发动机,并在“质子号”、“天顶号”和“能源号”等运载火箭上获得应用。
RD-0120发动机的燃烧室是一种焊接/钎焊装配结构,由外壳、内衬和氢出口集合器组成。燃烧室喉部冷却方案优化为最好的氢特性冷却,氢冷却液从喷管上层向上流动通过燃烧室,出口靠近喷注器混合处,再通过外部管道转回喷管上部,在排出燃烧室之前穿过喷管的所有部分。
(2) 电铸镍封合
电铸过程是一个连续电镀的过程,被电铸的零件作为阴极, 金属离子通过电解液沉积到阴极表面,阳极材料通常由电沉积在阴极表面的金属材料组成。电铸工艺具有成形工艺温度低和成形后精度高的优点。电铸镍封合结构的燃烧室一般由两种基体合金组成,铜基合金作为内衬,内有冷却通道,镍基合金结构外壳封合冷却通道。
用电铸镍封合冷却通道,由于采用的是冷电镀工艺,因此对内壁铜合金材料的机械及物理特性没有影响,而且电铸可实现复杂几何形状部件的高精度复制成形。针对铜合金内壁,冷却通道的宽度和高度都可以大范围调整,通过电铸将镍电沉积到燃烧室的铜基体上,构成发动机的承载结构。电铸层表面复制基材的形貌,表面粗糙度较小,有利于降低冷却通道的压力损失。但是,电铸是一个原子沉积成形,因此制造时间较长,成本相对较高。
采用铣槽+电铸镍封合结构制造燃烧室的步骤如下:a)真空精密铸造、锻造(或者旋压成形)铜合金内壁坯料;b)精车后铣加工铣冷却通道,再车外轮廓;c)用蜡填充冷却通道并使其导电化;d)电镀铜封合冷却通道,防止镍发生氢脆;e)电铸镍外壁;f)退除蜡填料。
(3) 热等静压扩散连接(HIP)冷却通道封合
热等静压扩散连接(HIP)燃烧室由三个基本组件构成:结构外壳、单件内衬和多块喉部支撑。内衬一般选用具有高热传导性的铜基合金,外壳和集合器选用较高强度的镍基合金,均为铸造完成。燃烧室制造步骤如下:a)在内衬的外表面加工出冷却通道;b)制造喉部支撑,并装配在喉部周围;c)将喉部支撑和内衬一起滑入外壳中;d)装配上前后集合器后一起在加压炉中进行HIP连接。
HIP连接时,整个装配件被放置在真空炉中,炉中加压,并加温至一定温度。在HIP连接过程中,从冷却通道和喉部区域的空隙间抽出空气,达到真空状态。在HIP连接温度以上,压力作用于整个外壳外表面以及内衬上,使内衬与外壳直接接触,由此在内衬和外壳之间产生连接接头。内衬与喉部支撑之间、喉部支撑与外壳之间也都产生了连接接头。所有连接一步完成,不需要特殊的夹具对各部件进行强制直接接触。RS-68推力室组件包括烧蚀燃烧室内衬、300系列的不锈钢外壳、300系列的不锈钢氧化剂入口球座,以及高强度4130合金钢的推力锥。连接前需要在零件的待连接面上镀焊接合金,如铜内衬上镀金,不锈钢外壳和喉衬上镀镍,然后内衬与外壳紧密接触形成扩散连接。
HIP整体连接方法的好处之一就是不需要复杂和昂贵的压力包套和结构支撑外壳夹具。因此,这种制造方法生产周期短,且后续加工难度小。
1.4.2 涡轮泵用材料及工艺
1.4.2.1 氢(或甲烷)泵叶轮用材料及工艺
可重复使用氢氧或液氧/甲烷发动机中氢(或甲烷)泵叶轮具有形状复杂、工况恶劣(超低温区、高转速)、对材料性能及产品可靠性要求极高等特点。目前,氢(或甲烷)泵叶轮大多为超低间隙钛合金[Ti-6Al-4V ELI(相当于我国的TC4ELI)]或Ti-5Al-2.5Sn ELI(相当于我国的TA7ELI)等材料制造,液氢温区采用Ti-5Al-2.5Sn ELI,液氧及其以上温区采用Ti-6Al-4V ELI。叶轮生产工艺已由铸造成形向锻件分步加工后焊接成形以及后来的粉末冶金成形工艺发展。
美国航天飞机采用的是Ti-5Al-2.5Sn ELI钛合金铸造成形。日本等国家使用了锻件分部加工再焊接为一体的工艺制造,使用性能相对铸件而言略好,但其工作转速仍受到限制。俄罗斯采用先进的粉末冶金技术,首先研制出了形状复杂的整体粉末钛合金氢泵叶轮,具有极高的使用性能,并在RD-0120等型氢氧发动机上获得应用。美国后续研制的RS-83可重复使用氢氧发动机以及SSME后续改进中的氢泵叶轮也采用低温钛合金粉末冶金整体成形。
1.4.2.2 氧涡轮泵用材料及工艺
可重复使用发动机氧涡轮泵在高温高压、特殊介质、高速旋转和交变应力等苛刻复杂条件下工作,材料选择是一个极其重要问题。
(1) 涡轮盘用材料
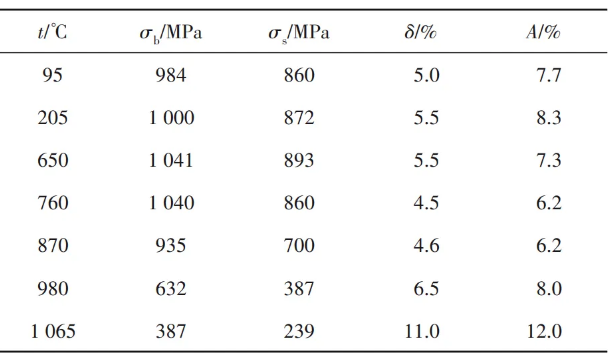
涡轮盘是航天发动机具有关键特性的核心部件,对发动机和航天器的可靠性、安全寿命与性能提高具有决定性影响。早期欧美国家可重复使用发动机氧涡轮泵涡轮盘选用了铸锻Waspaloy合金,该合金在760 ℃以下具有高的拉伸和持久强度,在870 ℃以下具有良好的抗氧化性能,且有良好的强韧化匹配,在使用性能上表现出很低的裂纹扩展速率,这对制造涡轮盘件来说是至关重要的。Waspaloy合金760 ℃下的抗拉强度为810~880MPa,815 ℃下10h的持久强度为390~410MPa。
“ 3D Science Valley 白皮书 图文解析
”
粉末高温合金兴起后,美国航天飞机采用粉末冶金IN-100涡轮盘替代了Waspaloy合金,前者利用快速凝固粉末通过热等静压以及超塑性等温锻造成形。该合金中γ’相含量高,有较高强度,且粉末热等静压工艺使合金组织均匀细小,保证了较高的使用性能和最小的性能分散性,提高了涡轮盘的完整性和可靠性。因此,涡轮盘批量生产时具有较好的质量稳定性和经济性。粉末冶金IN-100合金815 ℃下的抗拉强度高于1000MPa,815 ℃下10h的持久强度高于630MPa。对比Waspaloy合金性能可知,粉末冶金IN-100高温合金的高温强度和高温持久性能有了较大提高。
(2) 涡轮叶片材料
发动机氧涡轮轮缘线速度超过500m/s,叶片应力较大,容易导致微裂纹产生扩展使部件失效。针对这些问题,美国航天飞机SSME发动机氧涡轮泵涡轮叶片用材料最早选用了Mar-M246定向凝固高温合金,该合金有很好的铸造性能,易于铸成叶片,同时合金焊接性能良好,甚至可以与不锈钢相比。定向凝固高温合金是高温合金熔体在铸型中进行凝固时,通过一定方式控制晶核的形成去向,形成几乎都是相互平行的柱状晶。如果叶片通过定向凝固制备而成,且其结晶方向与叶片所受应力方向平行,那么叶片的承力能力或耐温能力就大大提高,同时作用在晶界上的应力会最小,从而延缓裂纹形成并增加蠕变持久寿命。Mar-M246合金不同温度下的拉伸性能见表6。
表6 Mar-M246不同温度下拉伸性能
后来,随着可重复使用发动机对氧涡轮泵涡轮叶片的可靠性进一步提高以及新材料研制进步,美国SSME发动机涡轮叶片选用了单晶铸造高温合金PWA 1480替代了Mar-M246定向凝固高温合金。单晶铸造高温合金是指整个铸件仅由一个晶粒组成的铸造高温合金。PWA 1480合金去除了硼、锆、铪等晶界强化元素,提高了合金的熔化温度起始点,从而使固溶处理温度可以适当提高,以获得更细小、弥散的γ’相,使合金的潜力得到更充分发挥。单晶PWA1480高温合金的承温能力比当时最好的定向凝固铸造高温合金PWA l422提高了25 ℃,自从1982年开始服役,服役时间超过5×10^6h。
为了适应当前工业技术发展趋势,提高材料生产加工与应用过程的工艺性与经济性,近年来,欧美国家出现了整体叶盘制造工艺。整体叶盘是把发动机涡轮盘和叶片设计成一个整体,无须加工榫头和榫槽。这种结构的优点是:叶盘的轮缘径向高度、厚度和叶片原榫头部位尺寸均可大大减小,减重效果明显;发动机转子部件结构大大简化;避免了叶片与轮盘装配不当造成的微动磨损、裂纹以及锁片损坏带来的故障。整体叶盘制造工艺不仅提高了发动机的工作效率,也进一步提升其可靠性。
针对可重复使用发动机氧涡轮泵整体叶盘可采用直接热等静压成形方式制备,其优点在于这种工艺可实现近净成形,能以最小的加工余量和简化工序制成接近零件最终形状的半成品叶盘。这不仅节约大量贵重的战略元素,同时可以不依赖大型挤压机和等温锻造设备。因此开展高压氧泵整体叶盘用高性能粉末高温合金材料及直接热等静压技术研究是非常有意义的。
(3) 涡轮壳体材料
目前欧美国家可重复使用发动机氧涡轮泵壳体材料多采用铸造IN718合金,该合金的主要强化相是γ”,与γ基体点阵错配度较大,共格应力强化作用显著,在低温和650 ℃以下具有高的强度和优异塑性,合金组织比较稳定,元素的扩散速度较低,无论在固溶状态或者时效状态都具有良好的成形性和焊接性,非常适合用作低温和超低温结构件。但是,铸造构件存在难以避免的疏松、缩孔、偏析等缺陷,可靠性下降,成品率较低。氧涡轮泵壳体构件形状复杂,尺寸精度要求高,而铸造IN718合金加工困难,材料利用率低,生产成本居高不下。热等静压工艺方法可以避免铸造缺陷的产生,同时组织细小均匀,且能实现近净成形,大大提高材料利用率,有效降低成本。因此建议采用热等静压粉末冶金工艺替代铸造工艺生产IN718合金构件,但需要开展相关的技术研究,以满足可重复使用发动机氧涡轮泵壳体材料需求。
1.4.3 燃气集合器(热气岐管)及管路用材料及工艺
针对接触高压氢环境的集合器或管路用材料,一定要考虑抗氢脆。SSME发动机研制初期,热交换器蛇形管、喷管高压氢输送导管等采用了Inconel 718合金,但在试验过程中发生开裂泄漏,后来内衬加上了抗氢脆性能更好的Inocel 903合金,解决了这一问题。
对于可重复使用氢氧发动机来说,高压氢环境效应是高温合金应用中不可避免的一个大问题,它的主要影响是氢原子的渗透会导致大多数铁、钴、镍基高温合金发生明显的塑性下降,以及一定的强度下降,同时会降低循环疲劳寿命,促进裂纹生长率的增加。
Inconel 718合金(相当于我国的GH4169合金)一般认为抗氢脆性能较好,但在高压氢环境下,其会变脆。这一点一定要引起我国发动机设计人员的重视。因为我国普遍认为GH4169合金应用于液氢环境一般没有问题,并且现在YF-75、YF-77氢氧发动机正是如此应用。现在没有出现问题的原因,可能是现在的发动机为一次性使用,试车时间较短,也可能是我们的发动机氢的压力还未达到临界值,或者两者兼而有之。
“ 3D Science Valley 白皮书 图文解析
”

Inconel 718合金是以体心四方的γ”(Ni3Nb)和面心立方γ’(Ni3(Al,Ti,Nb)强化的镍基合金,在-253~700 ℃内具有良好的综合性能,650 ℃以下的屈服强度居变形高温合金的首位,具有良好的抗疲劳、抗辐射、抗氧化、耐腐蚀性能,以及良好加工性能、焊接性能和长期组织稳定性。
Incoloy 903(相当于我国的GH2903)是Fe-Ni-Co基沉淀硬化型变形高温合金,其合金成分和典型拉伸性能分别见表7和表8。该合金特点是在较宽的温度范围内具有低的热膨胀系数和几乎恒定的弹性模量,当使用温度在650 ℃以下时,具有较高的强度、良好的抗冷热疲劳性能、焊接性能以及抗高压氢脆等能力。
表7 Incoloy 903合金化学成分

表8 Incoloy 903合金典型的拉伸性能

为了解决Inconel 718合金高压氢脆问题,美国正在研究一种强度不低于Inconel 718合金、同时耐高压氢的粉末冶金高强合金NASA-23,用来代替广泛使用的Inconel 718。NASA-23合金是以Incoloy 903合金为原型,增加Cr元素质量分数到10%左右,其主成分为:Fe-32Ni-15Co-10Cr-3Nb-2.5Ti-0.15Al。与Incoloy 903合金相比,NASA-23合金因铬元素增加而提高了抗氧化性能,美国预计会应用在后续的可重复使用运载火箭中。
![]() 2 国内可重复使用液体火箭发动机用材料及工艺概况
2 国内可重复使用液体火箭发动机用材料及工艺概况
目前我国液体火箭发动机一般以满足运载火箭一次性使用为设计依据,追求最高的性能和推重比是发动机设计的目标,零组件的疲劳尤其是高周疲劳问题一般不作重点考虑。未来的可重复使用运载器要求液体火箭发动机必须具备可重复使用能力,工作寿命与一次性使用要求相比提高几十倍,要实现这种技术跨越,不仅要对发动机全寿命周期载荷谱下的疲劳寿命进行设计,对关键零组件进行必要的疲劳和可靠性试验验证,还必须采用先进的材料和制造工艺从源头上保证零组件的疲劳寿命,从而保证发动机工作寿命和可靠性达到可重复使用的要求。
我国目前在可重复使用液体火箭发动机的关键技术研究中,涉及材料及工艺技术的较少,只对推力室用铜银锆合金开展了探索研究,以替代目前应用的锆铜/铬青铜合金,提高推力室的疲劳性能。其他材料都是借用现一次性运载火箭中发动机用材料,而现用涡轮泵、推力室、燃气集合器等关键部位构件用材料工作寿命可能满足不了与一次性使用要求相比提高几十倍的要求,与国外用关键典型材料性能差距见表9。可知,国内涡轮盘用高温合金材料处于第二至第三代之间,与国外第四代的粉末冶金高温合金相比差距较大;国内推力室内壁材料仍然以第二代锆铜/铬青铜合金为主,国外使用已久的第三代铜银锆合金热疲劳性能是铜锆合金的1.6倍,对比之下,国内关键材料体系与国外相应材料体系相差一到两代。
表9 液体火箭发动机用关键材料国内外对比

国内液氧/煤油火箭发动机关键材料与表9内相近,推力室及预燃室内壁材料均为铬青铜QCr0.8,外壁为S-03/06马氏体时效不锈钢,涡轮泵的涡轮盘为GH4586镍基合金,燃气进出口壳体和涡轮静子是GH4202抗氧化高温合金,氧化剂离心轮是S-04铸造马氏体时效不锈钢,涡轮泵壳体是S-03/06马氏体时效不锈钢、TC4。
液氧甲烷发动机方面,国内研究单位分别采用了电铸和钎焊工艺进行推力室内外壁连接,目前已经实现了多次热试车考核。近年来商业航天在液氧甲烷发动机上也采用了电铸和钎焊工艺进行发动机推力室内外壁连接,电铸工艺已经通过多次热试车考核,钎焊工艺目前正在进行工艺攻关。但关于内外壁热等静压扩散连接(HIP)工艺研究报道不多。
国内在液体火箭发动机构件增材制造技术方面,也开展了一些研究,研制出了氢氧发动机氧泵壳体、氧泵进气壳体以及某上面级发动机中的起动器、发生器出口管、排风管等并飞行成功。此外,通过对增材制造技术的研究,还实现了航天大型钛合金骨架、支座、位移接头等大尺寸、复杂结构难加工金属材料的高效制造,从而提高了材料利用率,降低了生产成本,加快了研制进程。
![]() 3 我国可重复使用发动机关键材料及成形工艺技术发展方向
3 我国可重复使用发动机关键材料及成形工艺技术发展方向
可重复使用发动机的工作寿命与一次性使用要求相比提高几十倍,因此,可重复使用火箭发动机对关键部件的综合性能提出了极高的要求,如力学性能、结构性能、功能性能、耐高低温、耐介质以及发动机全寿命周期载荷谱下的疲劳寿命等特性。要从源头上保证零组件的综合性能,必须采用先进的材料及成形工艺技术。
依据国外重复使用液体火箭发动机的研制现状和技术发展,针对未来我国的可重复使用液体火箭发动机,国内先进新型材料工艺技术及工艺成形技术的发展方向概括为如下几个主要方面:
新材料技术方面:(1)铜银锆合金、铜铬铌合金以及氧化物弥散强化铜合金等高性能铜合金材料及应用技术,以满足高疲劳寿命和更高使用温度的推力室内壁需求;(2)航天用高性能粉末高温合金材料技术;(3)高性能低温钛合金材料技术;(4)高性能密封材料技术,包括高性能银合金材料、涡轮泵动密封用高性能石墨材料以及阀门用长寿命密封材料等;(5)新型涂层技术,包括耐富氧燃气的金属表面长寿命涂层技术以及长寿命推力室用身部内壁表面复合热障涂层材料技术等;(6)喷管延伸段用轻质抗冲刷C/C复合材料及其制造技术,以适应未来可重复使用运载器一次入轨轻质化需求等。
新型成形工艺技术方面:(1)高温合金和钛合金等精密铸造成形技术;(2)异种金属材料焊接及特种金属材料高能束焊接技术;(3)增材制造技术,以适应喷注器、壳体等精细、复杂构件的精密、一体化、整体化成形;(4)高强快速电铸技术;(5)热等静压(HIP)粉末冶金成形及HIP扩散连接技术,克服了增材制造(3D打印)技术本身无法避免的残余应力、微裂纹、孔洞等缺陷导致的疲劳性能低的问题,以适应泵叶轮和涡轮盘等旋转关键零件的高周疲劳以及高密度功率的服役要求。
![]() 4 结束语
4 结束语
发动机材料技术是未来可重复使用液体火箭必须解决的技术难题之一。新一代可重复使用液体火箭的特点要求发动机材料满足耐温更高、耐介质、可重复使用、耐高周疲劳、高可靠性以及低成本等要求。经过长时间发展和积累,液氧煤油、液氢液氧等发动机材料与工艺取得了很大进展,但现有的材料技术仍面临严峻挑战。未来针对可重复使用液体火箭发动机材料技术的研究,表现出以下趋势:首先,以航天飞机为基础的材料与结构创新不断取得新进展,在新型飞行器研制和发展中继续发挥关键作用;其次,一种飞行器概念牵引一代材料和结构的发展,材料类别和结构形式呈现多样化发展态势;以轻量化、一体化为目标的材料与结构创新带动材料的进步和发展。
参考文献
1 美航天飞机升空执行最后一次任务[J].中国航天,2011(8):15-17. [百度学术]
XIAO.American space shuttle lifted off on the final mission [J].Aerospace China,2011(8):15-17. [百度学术]
2 韩鸿硕.航天飞机推进系统的材料和工艺[J].材料工艺,1976(4):1-45. [百度学术]
HAN H S.Materials and technology of propulsion system for space shuttle [J].Materials and Technology,1976(4):1-45. [百度学术]
3 LEWIS J.Materials and processes for space shuttle engine[J].Metal Progress,1975,3(107): 41. [百度学术]
4 姚草根,贾新朝.可重复使用发动机新型材料与结构技术研究[R].中国国防科学技术报告,2015AA2045. [百度学术]
YAO C G, JIA X C. Study on novel material and structure technology for reusable rocket engine[R].China Defence Science and Technology Report,2015AA2045. [百度学术]
5 KENNETH U.On-orbit checkout and repair as a factor in economical spacecraft design and operation [J].AIAA paper, 1973:60. [百度学术]
6 韩鸿硕.美国航天飞机主发动机部件故障分析[J]. 宇航材料工艺,1982(1):14,45-60. [百度学术]
HAN H S.The malfunction analysis of main rocket engine components for American space shuttle[J]. Aerospace Materials and Technology,1982,1:45-60, 14. [百度学术]
7 孙兼.邹金文,刘培项.盘件用粉末高温合金的研究与发展[J]航空工程与维修,2000(1):28-30 [百度学术]
SUN J,ZOU J W,LIU P Y.Research and development of powder metallurgy superalloy[J].Aviation Engineerging & Mainienance,2000(1):28-30. [百度学术]
8 DAVID L E,WILLIAM S L,HEE M Y.Tensile Properties of GRCop-84[J].http://www.sti.nasa.gov., NASATM, 2012:217108. [百度学术]
9 ANDERSON K R,GROZA J R,DRESHFIELD R L,et al.High performance dispersion strengthened Cu-8Cr-4Nb alloy[J].Met. Trans A,1995,26A:2197-2206. [百度学术]
10 左蔚,宋梦华,杨欢庆,等.增材制造技术在液体火箭发动机应用述评[J].火箭推进,2018,44(2):55-65. [百度学术]
ZUO W, SONG M H, YANG H Q, et al. Application of additive manufacturing technology in liquid rocket engine[J]. Journal of Rocket Propulsion,2018,44(2):55-65. [百度学术]
11 鲍丙亮,王军杰,钟明磊. 梅林和猛禽液体火箭发动机技术研究与启示[C].第五届空天动力联合会议暨中国航天第三专业信息网第41届技术交流会,2020:1923-1930. [百度学术]
BAO B L,WANG J J,ZHONG M L.Study and enlightenment of the merlin and raptor liquid rocket engine technology[J].The Fifth Aerospace Plane Association and the 41th Technological Communication on the 3rd Professional Information Network of Aerospace China,2020:1923-1930. [百度学术]
12 张雪松.猎鹰火箭的基础:不断升级的梅林发动机[J].卫星与网络,2017(6):40-41. [百度学术]
ZHANG X S,Foundation of the Falcon rocket:Escalating Merlin rocket engines [J].Satellite & Network,2017(6):40-41. [百度学术]
13 Everyday astronaut.Interview report of Musk exploring the development process of Merlin engine.https://www.youtube.com. [百度学术]
14 潘亮,刘倩.国内外液氧/甲烷液体火箭发动机近期研制进展[C].中国航天第三专业信息网第三十八届技术交流会暨第二届空天动力联合会议-液体推进技术,2017:97-104. [百度学术]
PAN L,LIU Q.Recent research progress on domestic and international LOX/methane rocket engine[J].The Fifth Aerospace Plane Association and the 38th Technological Communication on the 2nd Professional Information Network of Aerospace China-liquid Propulsion Technology,2017:97-104. [百度学术]
15 BERGER E. Space X has shipped its Mars engine to Texas for tests, 2016[2016-08-10].https://arstechnica.com/science/2016/08/spacex-has-shipped-its-mars-engine-to-texas-for-tests. [百度学术]
16 MUSK.En.Mach diamonds,2016[2016-09-26]. https://web.archive.org/web/20160926152405/https://twitter.com/elonmusk/status/780278836860628992. [百度学术]
17 尹亮,刘伟强.液氧/甲烷发动机研究进展与技术展望[J].航空兵器,2018(4):21-27. [百度学术]
YIN L,LIU W Q.Review and prospect of LOX/Methane Rocket engine systems[J].Aero Weaponry,2018(4):21-27. [百度学术]
18 BRAD L,DAVID E.Comparison of the fatigue behavior of copper alloys[R].NASA Report,2005,Life prediction branch: where failure is not an option. [百度学术]
19 丁兆波,孙纪国,路晓红.国外典型大推力氢氧发动机推力室技术方案综述[J].导弹与航天运载技术,2012(4):27-30. [百度学术]
DING Z B,SUN J G,LU X H.Review on technical schemes of foreign large LOX/LH2 thrust chamber[J].Missiles and Space Vehicles,2012(4):27-30. [百度学术]
20 中国航天工业总公司《世界导弹与航天发动机大全》编辑委员会.世界导弹与航天发动机大全[M].北京:军事科学出版社,1999:152-159. [百度学术]
The editorial board of “An encyclopedia of world missile and space engines” of China Aerospace Industry Corporation.An encyclopedia of world missile and space engines[M].Beijing: Military Science Press.1999:152-159. [百度学术]
21 丁新玲.液体火箭发动机制造技术发展现状[J].航天制造技术,2005(6):13-17. [百度学术]
DING X L.Review of liquid rocket engine manufacture technology[J].Aerospace Manufacturing Technology,2005(6):13-17. [百度学术]
22 BRAIN W,et al.Injector and combustion chamber advances demonstrated on the thrust cell technologies program[R].AIAA 2002:128. [百度学术]
23 WaspaloyUNS N07001/W.Nr.2.4654.www. special metals.com. [百度学术]
24 SOMANI M C,MURALEEDHARAN K,PRASAD Y,et al.Mechanical processing and microstructural control in hot working of hot isostatically pressed P/M IN-100 superalloy[J].Materials Science & Engineering A,1998,245(1):88-99. [百度学术]
25 KAUFMAN A,谢建玲.航天飞机主发动机涡轮叶片的简化循环结构分析[J].国外导弹与航天运载器,1988(8):8-15. [百度学术]
KAUFMAN A,XIE J L.Simplified cyclic structure analysis of the turbine blade for the main engine of space shuttle[J].Missiles and Space Vehicles,1988(8):8-15. [百度学术]
26 冯维熹,周瑞发.低膨胀恒模量的高温合金——Incoloy 903合金[J].航空材料,1985(3):34-36. [百度学术]
FENG W X,ZHOU RF,High temperature alloy with low expansion and constant modulus-Incoloy 903 alloy[J].Journal of Materials Engineering,1985(3):34-36. [百度学术]
27 杨勇.我国重复使用运载器发展思路探讨[J].导弹与航天运载技术,2006,284(4):1-4. [百度学术]
YANG Y.Study on roadmap of chinese reusable launch vehicle[J].Missiles and Space Vehicles,2006,284(4):1-4. [百度学术]
28 丁丰年,张小平,蔡会让.重复使用运载器推进系统方案初探[J].火箭推进,2000(1):1-12. [百度学术]
DING F N,ZHANG X P,CAI H R. Primary exploration of propulsion system scheme for reusable launch vehicle[J].Journal of Rocket Propulsion,2000(1):1-12. [百度学术]
29 张权明.铬青铜-不锈钢异种材料扩散焊接行为研究[D].西安:西北工业大学,2005. [百度学术]
ZHANG Q M.Study on the behavior of TLP between chromium-copper alloy and stainless steel[D].Xi’an:Northwestern Polytechnical University,2005. [百度学术]
30 李海涛,谢书凯,张亮,等.增材制造技术在航天制造领域的应用及发展[J].中国航天,2017(1):28-32. [百度学术]
LI H T,XIE S K,ZHANG L,et al.Application and development of additive manufacturing technology in aerospace manufacturing field[J].Aerospace China,2017(1):28-32. [百度学术]
31 LV X D,WEN B, DU J H.Effects of heat treatment on microstructure and mechanical properties of selective laser melting IN718[J].Rare Metal Materials and Engineering,2019, 48(5):1386-1393. [百度学术]
32 李海亮,贾德昌,杨治华,等.选区激光熔化3D打印钛合金及其复合材料研究进展[J].材料科学与工艺,2019,27(2):1-15. [百度学术]
LI H L,JIA D C,YANG Z H,et al.Research progress on selective laser melting 3D printing of titanium alloys and titanium matrix composites[J].Materials Science and Technology,2019,27(2):1-15. [百度学术]
内容主体来源
宇航材料工艺 l
https://yhclgy.com/yhclgy/article/pdf/225989
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站
bv伟德官网官方网站洞察
LPBF技术结合元素掺杂策略在优化材料的微观结构和性能方面具有显著优势。这种协同作用不仅提升了材料的磁致伸缩性能,还改善了其力学性能和生物相容性。例如通过LPBF技术制备的Fe-Ga合金,结合硼掺杂,LPBF的快速凝固特性扩展了硼元素的固溶度,诱发晶格畸变与位错增殖,同时,LPBF工艺的高温度梯度同步驱动晶粒外延生长,可以显著提升合金的磁致伸缩性能。这些研究成果为高性能材料的设计和开发提供了新的思路和方法。”
{kind=link}
{kind=link}
{kind=link}
{kind=link}
第一作者:高成德
通讯作者:帅词俊
通讯单位:中南大学
DOI: 10.1016/j.jmst.2024.03.063

1946伟德手机版试玩 01 全文速览
针对多晶Fe-Ga合金磁致伸缩性能不足的瓶颈问题,本研究首次提出激光粉末床熔融(LPBF)和硼(B)掺杂策略,利用其超快熔凝和元素固溶机制协同调控合金的显微结构和综合性能:LPBF的快速凝固特性扩展B元素固溶,诱发晶格畸变与位错增殖,并形成纳米级四方modified-D03相结构;同时,LPBF工艺的高温度梯度同步驱动晶粒沿<001>取向外延生长。基于此,本研究所制备多晶Fe-Ga-B合金的磁致伸缩系数得到有效提升,并展现出良好的动态响应特性和生物学性能,为智能生物医学器件的设计与开发提供了创新性策略。
1946伟德手机版试玩 02 研究背景
磁致伸缩Fe-Ga合金因高能量转化效率和良好的生物安全性,在众多领域得到广泛关注。然而,多晶Fe-Ga合金因其复杂的相组成和晶体结构,面临磁致伸缩性能差的瓶颈问题。为克服这一挑战,研究者们尝试了定向凝固和熔融纺丝等制备工艺,通过调控合金相结构来提升磁致伸缩性能,但所制备的Fe-Ga合金结构和尺寸单一,难以满足特殊环境的复杂结构要求。LPBF技术凭借超高冷却速率与逐层制造特性,成为定制特定相结构和复杂结构外形的潜在策略,并有望同时实现高温度梯度诱导下的晶粒择优生长。
元素掺杂是调控合金相结构的另一关键策略。众多元素中,小原子B元素不仅有望通过间隙固溶诱发磁致伸缩有利的modified-D03相形成,而且也可作为人体必需营养元素赋予合金良好的生物安全性。然而,LPBF与B掺杂协同作用对磁致伸缩Fe-Ga合金的影响机制尚未明晰,其生物降解行为和细胞相容性亦有待探索。本研究创新性结合LPBF技术和B元素掺杂,系统探索了Fe-Ga合金的微观结构、磁致伸缩性能和生物学性能,阐明了显微结构与磁致伸缩性能间的关联规律及其内在机制,旨在为开发新型智能生物医学器件提供理论依据与技术支撑。
1946伟德手机版试玩 03 本文亮点
1、提出利用LPBF技术和B掺杂策略制备磁致伸缩Fe-Ga-B合金;
2、LPBF和B掺杂协同作用有效提升了Fe-Ga合金的磁致伸缩性能和生物相容性;
3、阐明了多因素影响对Fe-Ga-B合金显微结构和综合性能的作用机制。
1946伟德手机版试玩 04 图文解析
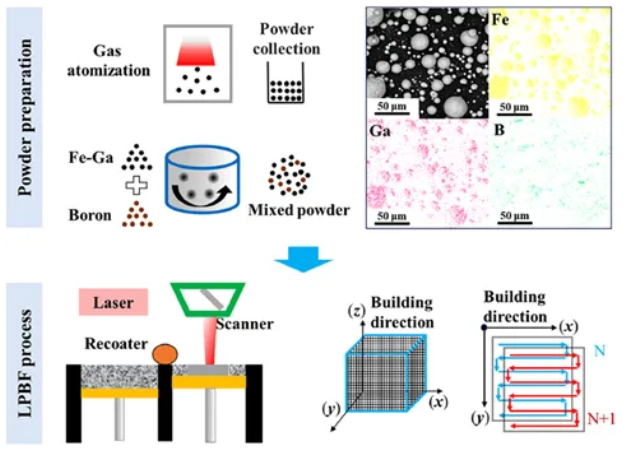 图1 (Fe81Ga19)100-xBx(x=0,0.5,1和1.5)合金的制备流程
图1 (Fe81Ga19)100-xBx(x=0,0.5,1和1.5)合金的制备流程
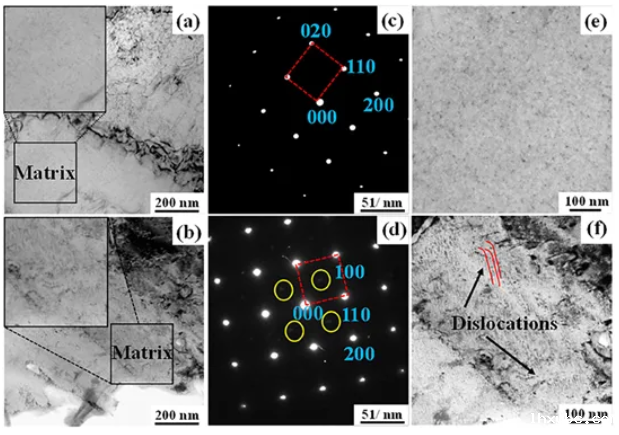 图2 Fe81Ga19和(Fe81Ga19)98.5B1.5合金的物相结构演变:(a,b)微观形貌TEM图像,(c,d)SAED图,(e,f)高倍TEM图像
图2 Fe81Ga19和(Fe81Ga19)98.5B1.5合金的物相结构演变:(a,b)微观形貌TEM图像,(c,d)SAED图,(e,f)高倍TEM图像
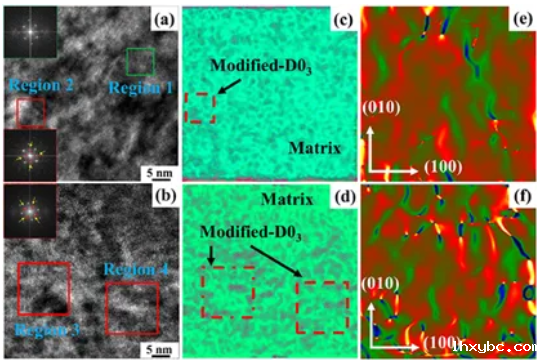 图3 Fe81Ga19和(Fe81Ga19)98.5B1.5合金的纳米沉淀物相结构分布及局部晶格畸变:(a,b)高倍TEM图像及傅里叶变换图,(c,d)反傅里叶变换图像,(e,f)几何相位分析图像
图3 Fe81Ga19和(Fe81Ga19)98.5B1.5合金的纳米沉淀物相结构分布及局部晶格畸变:(a,b)高倍TEM图像及傅里叶变换图,(c,d)反傅里叶变换图像,(e,f)几何相位分析图像
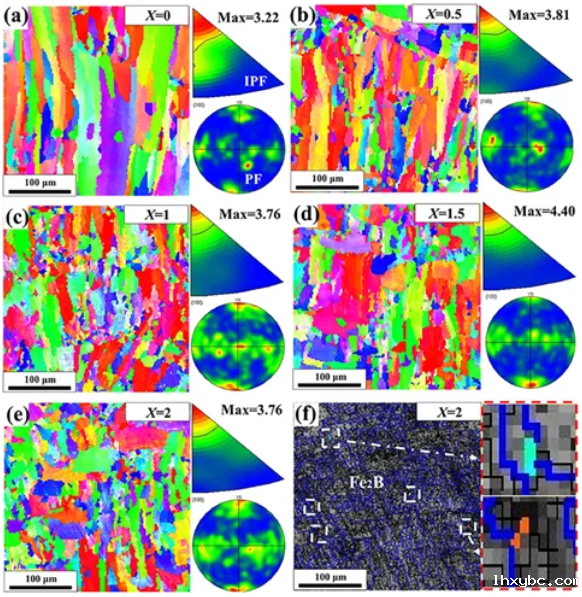 图4 (Fe81Ga19)100-xBx(x=0,0.5,1和1.5)合金的晶粒结构:(a-e)晶粒形貌及极图和反极图,(f)(Fe81Ga19)98B2合金的Fe2B分布图
图4 (Fe81Ga19)100-xBx(x=0,0.5,1和1.5)合金的晶粒结构:(a-e)晶粒形貌及极图和反极图,(f)(Fe81Ga19)98B2合金的Fe2B分布图
 图5 (Fe81Ga19)100-xBx(x=0,0.5,1和1.5)合金的静态磁致伸缩演变:(a)磁致伸缩曲线,(b)磁致伸缩系数与B含量的关系
图5 (Fe81Ga19)100-xBx(x=0,0.5,1和1.5)合金的静态磁致伸缩演变:(a)磁致伸缩曲线,(b)磁致伸缩系数与B含量的关系
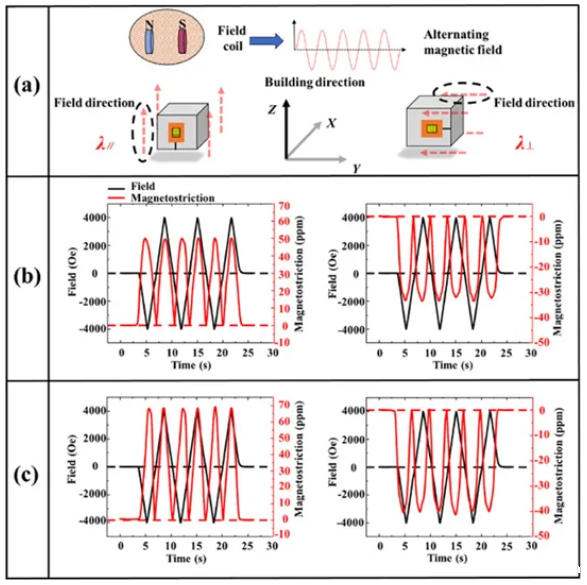 图6 动态磁致伸缩响应:(a)动态磁致伸缩测量示意图,(b)(Fe81Ga19)100-xBx(x=0,0.5,1和1.5)合金的动态磁致伸缩曲线
图6 动态磁致伸缩响应:(a)动态磁致伸缩测量示意图,(b)(Fe81Ga19)100-xBx(x=0,0.5,1和1.5)合金的动态磁致伸缩曲线
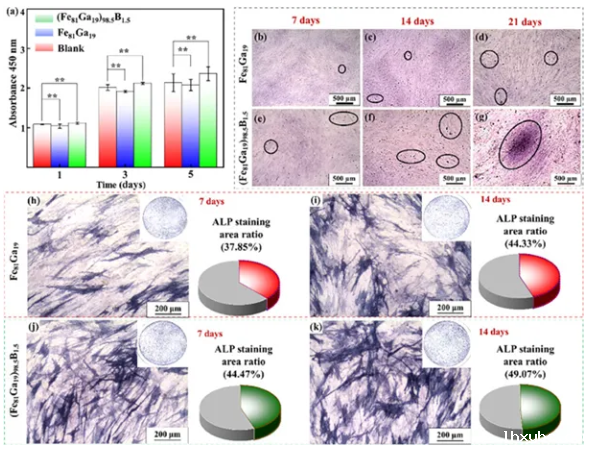 图7 细胞相容性评价:(a)吸光度,(b-g)茜素红染色图,(h-k)ALP染色
图7 细胞相容性评价:(a)吸光度,(b-g)茜素红染色图,(h-k)ALP染色
1946伟德手机版试玩 05 总结与展望
为解决多晶Fe-Ga合金普遍面临的磁致伸缩性能差的问题,本研究创新性融合LPBF技术和B掺杂策略,制备具有优异综合性能的磁致伸缩Fe-Ga-B合金,系统研究了多因素对显微结构、磁致伸缩性能和生物降解行为的影响规律,重点揭示了LPBF和B掺杂协同作用下的磁致伸缩增强机理。结合多尺度表征与综合性能测试,发现LPBF的快速凝固促进了B原子在BCC基体的固溶、诱导了modified-D0₃纳米相的生成及其引发的四方畸变;同时,LPBF过程中的高温度梯度特性驱动晶粒沿<001>晶体学方向外延生长。最终,纳米沉淀相和<001>取向晶粒的协同作用实现了Fe-Ga-B合金磁致伸缩性能的有效提升(~35%),且表现出良好的磁致伸缩动态响应和生物学性能。结果表明,LPBF和B掺杂的协同作用是提高Fe-Ga合金磁致伸缩性能的有效方法,这也为高性能磁致伸缩器件的设计开发提供了新思路和研究支撑。
1946伟德手机版试玩 06 作者介绍
高成德:中南大学机电工程学院、极端服役性能精准制造全国重点实验室,教授/博士生导师,入选中国科协青年人才托举工程、湖南省湖湘青年英才、湖南省优青、2020-2024连续5年斯坦福大学全球前2%顶尖科学家榜单。一直从事生物增材制造领域的研究,以第一/通讯作者发表SCI论文40余篇,授权国家专利17项,出版著作2部。主持与承担国家自然科学基金、湖南省自然科学基金等科研项目10余项,获中国金属学会冶金医学奖、国家自然科学基金优秀结题项目、中国科协优秀科技论文等奖励。
帅词俊:中南大学/江西理工大学,教授/博士生导师,入选教育部长江学者特聘教授、国家万人计划领军人才、全国百篇优秀博士论文获得者、国家优秀青年基金获得者。长期从事生物增材制造领域的研究,发表SCI论文280余篇,被引用18000余次;出版学术专著5部,授权国家发明专利70余项并实现部分专利权转让。以第一完成人获省自然科学一等奖2项、省部级二等奖6项。入选2022、2023中国高被引学者,2020中国大陆材料领域科学家50强,担任Int J Extreme Manuf、Bio-Des Manuf等SCI期刊副主编/编委。
1946伟德手机版试玩 07 引用本文
Chengde Gao, Liyuan Wang, Youwen Deng, Shuping Peng, Cijun Shuai, Multifactorial impacts of B-doping on Fe81Ga19 alloys prepared by laser-beam powder bed fusion: Microstructure, magnetostriction, and osteogenesis, J. Mater. Sci. Technol. 205 (2024) 14-26.
来源
材料科学和技术 l
中南大学帅词俊教授、高成德教授团队 激光增材制造Fe-Ga-B合金中的多因素影响:显微结构、磁致伸缩与生物学性能
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站
 ▲ EHLA极高速激光熔覆技术
▲ EHLA极高速激光熔覆技术
© Fraunhofer
1946伟德手机版试玩
HoTKaST
重新设计填充室
以实现资源节约型冷室压铸
由德国亚琛工业大学数字增材制造研究所RWTH DAP领导的项目联盟正在通过 HoTKaST项目的研发成果在冷室压铸方面开辟新天地。其目的是通过重新设计填充室和耐磨表面,大幅减少压铸过程中的资源消耗和相关的二氧化碳排放。该项目由德国联邦教育与研究部 (BMBF) 资助,两年内提供超过 750,000 欧元的资金。
在卧式压铸中,熔融金属被引入填充室,然后在高压(高达 600 bar)下由活塞压入模腔。当腔室充满熔融金属(30-60% 填充水平)时,腔室的下部加热到高达 600°C 的温度。 相比之下,腔室的上部加热得更慢,加热程度也要小得多,导致温度分布不均匀。
这会导致直径变形:对于活塞直径为 120 mm 的腔室,直径变化可达 0.4 mm,长度变化约为 2-4 mm。此外,这种摩擦会在模具填充过程中导致熔融金属湍流,从而显着增加废品率。目前使用大量的活塞润滑剂来缓解这个问题。然而,这些润滑剂对环境有重大影响,也会对铸件的质量产生不利影响。
冷室压铸广泛用于各个行业,例如汽车行业,以生产轻质铝制部件。然而,在卧式压铸中,由于与工艺相关的变形和磨损,型腔和活塞的寿命会显着缩短。停机时间、高资源消耗和废品率增加给传统制造工艺和行业发展前景带来了重大挑战。
HoTKaST 项目通过实现冷室压铸中填充室的均匀温度控制以提高资源效率 ,该项目旨在通过使用激光金属沉积 (DED-LB/M)增材制造技术来应对这些挑战。通过重新设计模腔和应用耐磨内部涂层来提升资源效率,团队开发了一种新的填充室设计,以确保均匀的温度分布并最大限度地减少变形,使用激光沉积焊接 (DED-LB/M) 可形成耐磨的内表面,从而延长部件的使用寿命。
![]()
此外,正在开发的涂层系统不仅有助于填充室的固定温度控制,而且显着提高内表面的耐磨性。磨损保护层必须结合高硬度和韧性,以承受高活塞压力和同时发生的热机械应力。根据bv伟德官网官方网站的市场洞察,为了实现这一目标,通过激光金属沉积应用各种材料组合,这是传统涂层方法不可能或非常难以实现的。
1946伟德手机版试玩 技术突破的核心价值
在典型的传统冷室压铸工艺中,填充室需要反复加热至400-500℃的工作温度,每次压铸后却因接触常温金属液骤降至200℃以下。这种”热震荡”现象导致惊人的能源浪费。
HoTKaST 项目实现的均匀温度分布和耐磨的内表面相结合,有望显著延长生产部件的使用寿命,并大幅降低废品率。填充室尺寸稳定性的提高还应该确保活塞和腔室之间的紧密配合,从而使使用化石基润滑剂几乎过时。例如,对于一家拥有 8 台铸造机的压铸公司(项目合作伙伴 AMZ)目前每年使用约 1,700 升润滑剂,这种节约是显著的。
根据德国能源与环境署有限公司的数据,仅2019 年德国压铸用铝的年需求量超过 600,000 吨。假设废品率降低 8%,这将可能节省约 50,000 吨原材料和超过 480,000 吨二氧化碳。根据每年 3,300 kWh 的平均家庭用电量,这一 CO₂ 减排量相当于约 160,000 个德国家庭的年用电量。
更值得关注的是,根据bv伟德官网官方网站的市场洞察,这项技术为镁合金等活性金属压铸开辟了新可能,有望解决新能源汽车轻量化材料应用的瓶颈问题。
1946伟德手机版试玩 绿色制造的范式转移
bv伟德官网官方网站认为HoTKaST项目的研发成果的真正价值,在于重构了现代制造的经济方程式。将传统认知中环保与效益的对立关系,转化为互相促进的飞轮效应。使得生产线在获得碳减排的同时,单件成本反而下降。这种”绿色溢价”的去除,标志着制造业正式进入可持续发展与经济效益正向循环的新纪元。
当全球产业界仍在ESG框架下艰难寻找平衡点时,HoTKaST项目的研发成果已勾勒出清晰的转型路径。这项源自德国亚琛工业大学数字增材制造研究所RWTH DAP的创新,将开启智能制造与绿色经济深度融合的新篇章。
琛工业大学数字增材制造研究所RWTH DAP:
RWTH DAP是增材制造(3D打印)领域的全球顶尖科研机构之一。其研究覆盖金属、聚合物、陶瓷等材料的增材制造技术,并致力于推动工艺创新、材料开发、智能化生产及工业应用。
RWTH DAP是ACAM的核心成员,ACAM德国亚琛增材制造中心以亚琛工业大学所在的亚琛园区为基础,汇集亚琛顶级的研发资源并促进行业获得与亚琛工业大学和弗劳恩霍夫Fraunhofer IPT研究所和弗劳恩霍夫Fraunhofer ILT研究所相关的领先科研机构的增材制造专业知识。
ACAM为社区合作企业提供一站式服务,包括从设计到质量控制的整个工艺链,ACAM 涵盖从设计阶段到质量控制的整个流程链,重点关注流程链自动化、定制材料开发、提高生产力和缩短周转时间等面向量产目标的增材制造研发主题。在国内,2024年,上海电气正式加入德国亚琛增材制造中心(ACAM)社区,成为这一联合研发体的中国首家企业合作成员,未来上海电气将与更多国际前沿科研机构携手,不断推动科技创新与开放合作,为发展新质生产力贡献更多的智慧和力量。
![]()
知之既深,行之则远。基于全球范围内精湛的制造业专家智囊网络,bv伟德官网官方网站为业界提供全球视角的增材与智能制造深度观察。有关增材制造领域的更多分析,请关注bv伟德官网官方网站发布的白皮书系列。
白皮书下载 l 加入bv伟德官网官方网站QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源bv伟德官网官方网站 l 链接到bv伟德官网官方网站网站原文